गति: तेज़ हमेशा बेहतर नहीं होता
लेजर कटिंग में "गति" आमतौर पर अधिकतम कटिंग गति को संदर्भित करती है, लेकिन यांत्रिक कंपन और सटीकता की हानि से बचने के लिए छोटे छेदों और कोनों पर गति काफी कम हो जाती है।
गति सेटिंग्स के लिए मुख्य सिद्धांत:
1. शीट जितनी मोटी होगी, गति उतनी ही धीमी होगी
- यदि कटिंग की गति बहुत अधिक है, तो कटिंग पूरी तरह से नहीं होगी, कटिंग सतह तिरछी होगी, और निचला हिस्सा पिघल जाएगा।
- कारण: मोटी प्लेट को अधिक समय तक ऊर्जा एक्सपोजर की आवश्यकता होती है। अन्यथा, तल में पर्याप्त ऊर्जा की कमी होगी।
2. पतली प्लेट को उच्च गति पर काटा जा सकता है
- जब मोटाई 3mm से कम हो, तो गति को 80-100% तक बढ़ाया जा सकता है।
- जलने से रोकने के लिए उपयुक्त पावर का मिलान करें
फोकस: कटिंग गुणवत्ता को प्रभावित करने वाले प्रमुख कारक
फोकस बिंदु कटिंग सतह पर लेजर बीम के ऊर्जा घनत्व वितरण को निर्धारित करता है, जो सीधे कटिंग गुणवत्ता को प्रभावित करता है। कैलिब्रेशन के दौरान, समायोजन करने से पहले सिस्टम आमतौर पर पहले शून्य फोकस बिंदु पर लॉक किया जाता है।
| फोकस बिंदु प्रकार | लागू दृश्य | ध्यान देने योग्य बातें |
|---|---|---|
| शून्य फोकस (शीट की सतह पर फोकस) | 1mm या उससे कम मोटाई वाले शीट मेटल की सटीक कटिंग | बुनियादी सेटिंग्स, आमतौर पर संदर्भ के रूप में पर्फोरेशन लेवलिंग का उपयोग करते हुए |
| पॉजिटिव फोकस (शीट के ऊपर फोकस) | ऑक्सीजन-क्योर कार्बन स्टील | तल पर अपर्याप्त ऊर्जा के कारण कटर पूरी तरह से प्रवेश करने में विफल हो सकता है और स्लैग छोड़ सकता है नोजल अधिक गर्म हो रहा है |
| नेगेटिव फोकस (शीट के अंदर या नीचे फोकस) | नाइट्रोजन/हवा से कटे स्टेनलेस स्टील या एल्यूमीनियम शीट | संकरी स्लिट, स्लैग निर्वहन कठिन स्लैग चिपकने का कारण बन सकता है |
पावर: पीक पावर, ड्यूटी साइकिल और फ्रीक्वेंसी के बीच संबंध
1. फ्रीक्वेंसी: प्रति सेकंड लेजर पल्स की संख्या
फाइबर लेजर के लिए, लेजर फायरिंग निरंतर नहीं है, बल्कि प्रकाश उत्सर्जन और विलुप्ति की उच्च आवृत्ति और बार-बार क्रिया है (पल्स्ड, एक विकिरण प्रक्रिया एक पल्स है)।
उदाहरण के लिए:
5000Hz का मतलब है प्रति सेकंड 5000 लेजर स्विच, प्रत्येक प्रकाश उत्सर्जन और विलुप्ति चक्र 1/5000=0.0002 सेकंड तक चलता है।
इसके अलावा, फ्रीक्वेंसी जितनी अधिक होगी, प्रकाश उत्सर्जन उतना ही कम होगा और ताप-प्रभावित क्षेत्र उतना ही छोटा होगा, जो सूक्ष्म कटिंग के लिए उपयुक्त है।
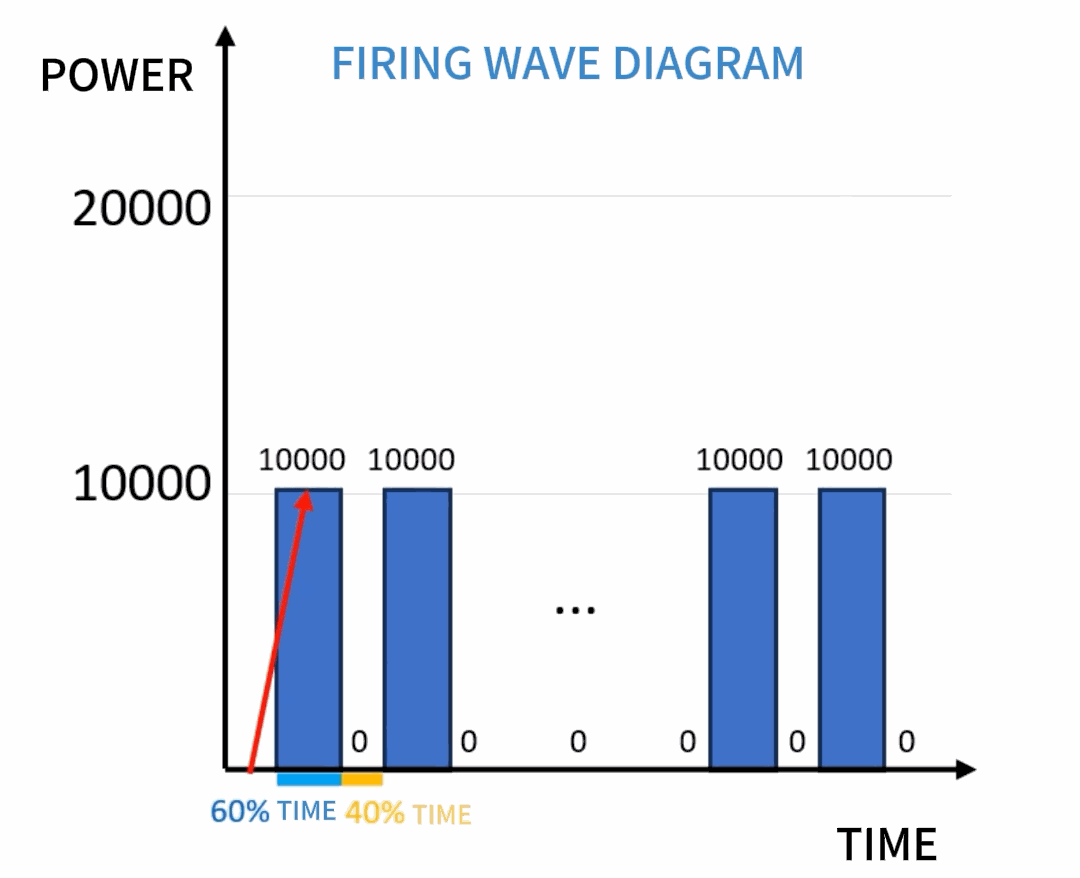
2. ड्यूटी साइकिल को दो चरणों में विभाजित किया गया है: प्रकाश उत्सर्जन और प्रकाश विलुप्ति। ड्यूटी साइकिल प्रकाश उत्सर्जन समय का विश्राम समय से अनुपात है।
फ्रीक्वेंसी के आधार पर, 60% ड्यूटी साइकिल का मतलब है कि पल्स 0.00012 सेकंड के प्रकाश (0.0002 सेकंड × 60%) के साथ शुरू होता है, उसके बाद 0.00008 सेकंड का प्रकाश-बंद (0.0002 सेकंड × 40%) होता है। यह एक उत्सर्जन चक्र पूरा करता है, जबकि दूसरा उत्सर्जन शुरू होता है, लूप में दोहराते हुए।

3. पीक पावर: वास्तविक कटिंग के दौरान लेजर पावर की ऊपरी सीमा सेट करता है, लेजर डिवाइस की पूर्ण पावर 100% के रूप में।
उदाहरण के लिए:
20,000 × 50% = 10,000W का वास्तविक आउटपुट प्राप्त करने के लिए 50% पर सेट करें
विभिन्न परिदृश्यों के लिए प्रक्रिया रणनीतियां
| दृश्य | कटिंग रणनीति |
|---|---|
| 1500W या उससे कम वाले डिवाइस | पीक पावर 100% + ड्यूटी साइकिल 100% + फ्रीक्वेंसी 5000Hz |
| 3000W से अधिक पावर वाले उपकरणों के लिए पतली प्लेट कटिंग | थर्मल क्षति को कम करने के लिए, पावर और ड्यूटी साइकिल को समायोजित करें |
| मोटी प्लेट कटिंग | धीमी गति से गर्मी का संचय होता है, और लेजर पावर को भी कम किया जाना चाहिए |
| एयर-क्योर्ड एल्युमिनियम प्लेट / मोटी लोहे की प्लेट | ड्यूटी साइकिल और फ्रीक्वेंसी कम करें |