लेजर कटिंग में, प्रकाश उत्सर्जन समय पैरामीटर का सटीक समायोजन महत्वपूर्ण है। यह न केवल कटिंग गुणवत्ता को प्रभावित करता है बल्कि उपकरण की जीवन अवधि को भी सीधे प्रभावित करता है। गलत विलंब सेटिंग्स स्लैग छींटे के कारण लेंस को नुकसान पहुंचा सकती हैं, अनियमित कटिंग शुरुआत, या यहां तक कि सामग्री अधिक जलना और विरूपण भी हो सकता है।
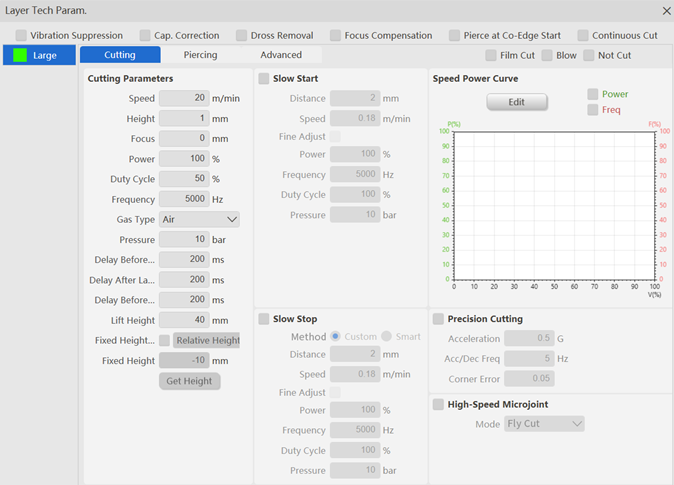
मुख्यधारा नियंत्रण प्रणाली में प्रक्रिया परत विंडो में तीन समय पैरामीटर होते हैं: प्रकाश खोलने से पहले विलंब, प्रकाश खोलने के बाद विलंब और प्रकाश बंद करने से पहले विलंब।
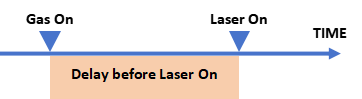
लेजर ऑन से पहले विलंब वास्तविक लेजर फायरिंग से पहले का समय है जब गैस उड़ाई जाती है। चूंकि प्रकाश की गति गैस रिलीज़ गति से बहुत तेज़ है, गैस उड़ने पर पिघले हुए स्लैग को लेंस को नुकसान पहुंचाने से रोकने के लिए, प्रसंस्करण शुरू होने से पहले आमतौर पर गैस उड़ाई जाती है।
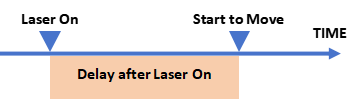
लेजर ऑन के बाद विलंब वह अवधि है जब कटिंग हेड चलना शुरू करने से पहले प्रतीक्षा करता है। यह पैरामीटर आमतौर पर गैर-छिद्रित शीट सामग्रियों पर लागू होता है, जहां सिस्टम पहले प्रीहीटिंग पूर्ण करने के लिए लेजर फायरिंग करता है और चलने से पहले प्रारंभिक कट पूरी तरह से छिद्रित होना सुनिश्चित करता है।
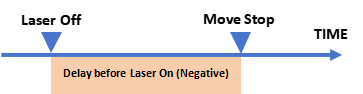
लेजर ऑफ से पहले विलंब कटिंग हेड अपना पथ पूरा करने और चलना बंद करने के बाद लेजर बंद होने से पहले की अवधि है। यह पैरामीटर सुनिश्चित करता है कि मोटी प्लेट काटते समय लेजर विस्तारित अवधि के लिए सक्रिय रहे, विशेष रूप से जब कटिंग समाप्ति बिंदु पिछले किनारे के नीचे पूरी तरह से नहीं पहुंचा हो, पूर्ण प्रवेश की गारंटी के लिए।
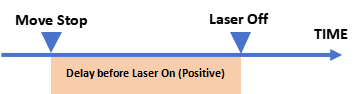
उदाहरण के लिए, यदि कटे हुए भाग के अंत में जलन या डेंट दिखाई देता है, तो समस्या गुरुत्वाकर्षण के कारण भाग गिरने के कारण होती है जबकि लेजर प्रकाश उत्सर्जित करना जारी रखता है। इसे हल करने के लिए, बस लेजर ऑफ से पहले विलंब को नकारात्मक मूल्य पर सेट करें और लेजर को जल्दी बंद करें।