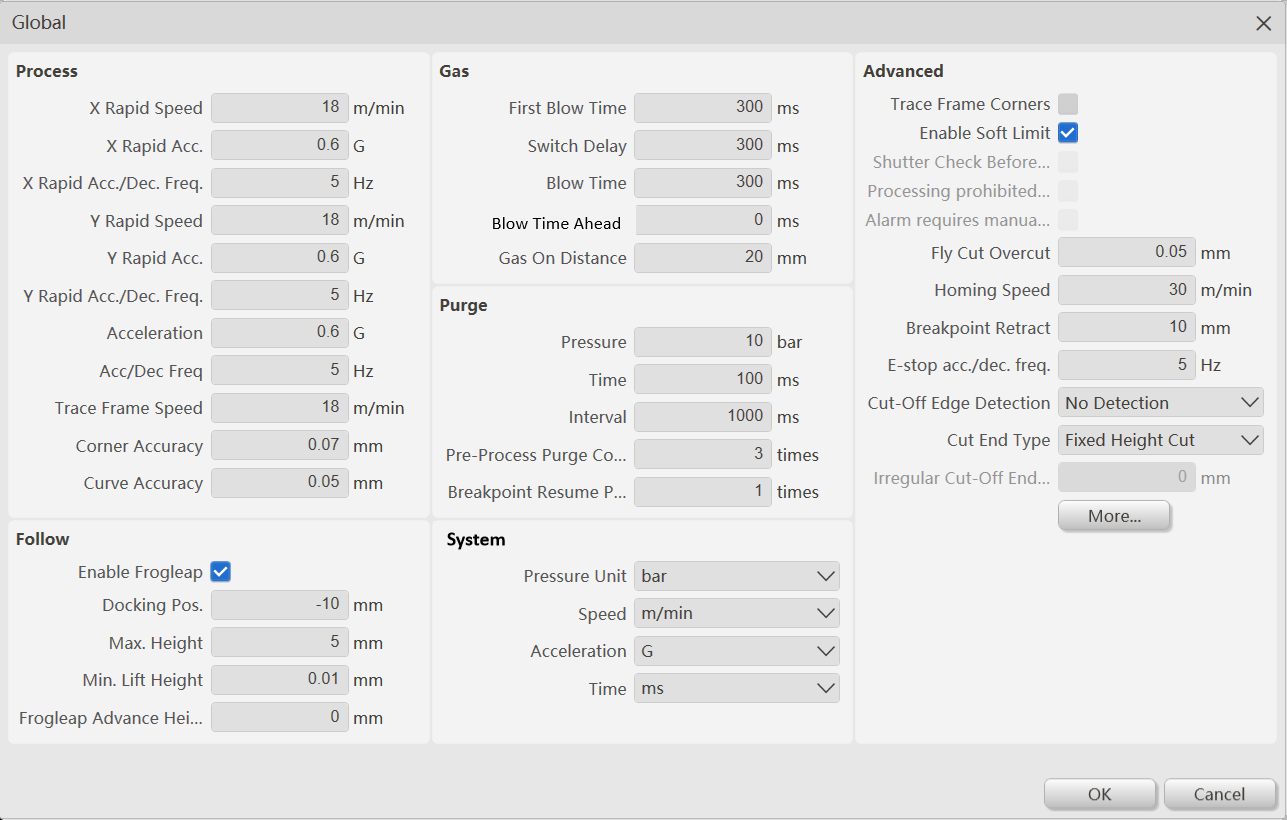
लेजर कटिंग प्रक्रिया में, ब्लोइंग समय का मुख्य कार्य ब्लोइंग गुणवत्ता में सुधार करना है। मुख्यधारा नियंत्रण प्रणाली में वैश्विक पैरामीटर में चार ब्लोइंग समय पैरामीटर होते हैं: पहली ब्लो समय, एयर चेंज विलंब, ब्लोइंग विलंब और जल्दी खोलने का समय।
पहली ब्लोइंग समय और ब्लोइंग समय दोनों खोलने से पहले का ब्लोइंग समय हैं।
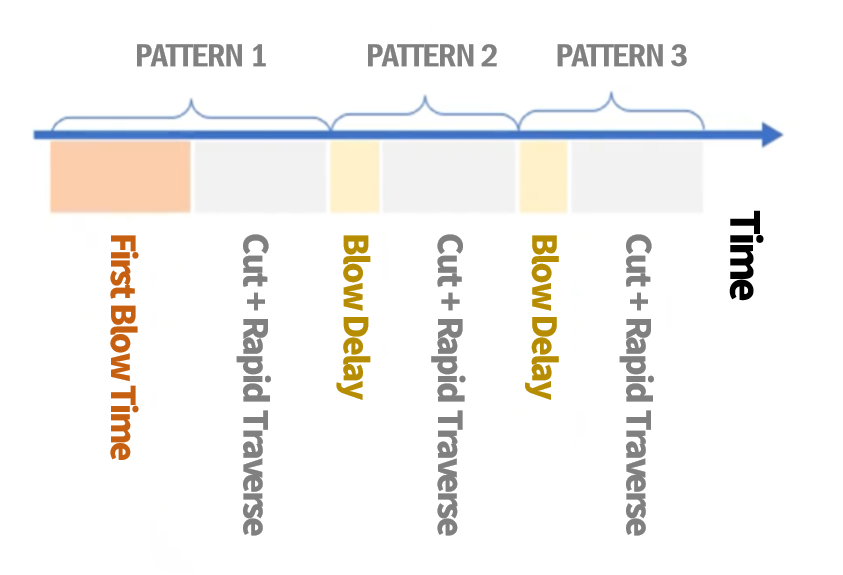
जब संसाधित पूरे बोर्ड पर कई पैटर्न होते हैं, तो पहली ब्लो समय और ब्लो विलंब के बीच अंतर यह है कि पहली ब्लो विलंब केवल पहले पैटर्न को काटने से पहले ब्लोइंग समय को नियंत्रित करता है, जबकि ब्लो विलंब प्रत्येक पैटर्न को काटने से पहले ब्लो समय को संदर्भित करता है।
प्रारंभिक गैस इंजेक्शन विलंब आमतौर पर लंबी अवधि के लिए सेट किया जाता है, जैसे 2000 मिलीसेकंड। यह इसलिए है क्योंकि जब कटिंग मशीन का विस्तारित अवधि के लिए उपयोग नहीं किया गया है, तो कटिंग हेड को उच्च-शुद्धता गैस से भरने के लिए समय की आवश्यकता होती है, और कटिंग प्रक्रिया के दौरान गैस अधिक प्रचुर हो जाती है।
इस बीच, एयर-ब्लोइंग विलंब को बहुत छोटा नहीं सेट किया जाना चाहिए, 500 मिलीसेकंड की सिफारिश की जाती है। इसे बहुत छोटा सेट करने से अपर्याप्त दबाव के कारण समय से पहले प्रकाश उत्सर्जन या सुरक्षात्मक लेंस को नुकसान जैसी समस्याएं हो सकती हैं।
गैस एक्सचेंज विलंब गैस स्विचिंग के दौरान पिछली गैस को पूरी तरह से शुद्ध करने के लिए आवश्यक समय को संदर्भित करता है। उदाहरण के लिए, मोटी प्लेटों को काटते समय, छिद्रण के लिए ऑक्सीजन का उपयोग किया जाता है और कटिंग के लिए नाइट्रोजन का। यदि स्विच के दौरान ऑक्सीजन पूरी तरह से शुद्ध नहीं होती है, तो यह क्रॉस-सेक्शन को पीला कर सकती है।
जल्दी गैस सक्रियण कटिंग हेड के पूर्ण विस्थापन से पहले गैस प्रवाह शुरू करने को संदर्भित करता है, जिससे कटिंग शुरुआत बिंदु तक पहुंचने तक प्रतीक्षा करने की आवश्यकता समाप्त हो जाती है।