Prędkość: Nie Zawsze Szybciej Jest Lepiej
"Prędkość" w cięciu laserowym zazwyczaj odnosi się do maksymalnej prędkości cięcia, ale prędkość jest znacznie zmniejszana przy małych otworach i narożnikach, aby uniknąć drgań mechanicznych i utraty precyzji.
Kluczowe zasady ustawień prędkości:
1. Im grubsza blacha, tym wolniejsza prędkość
- Jeśli prędkość cięcia jest zbyt wysoka, cięcie nie będzie dokładne, powierzchnia cięcia będzie pochylona, a dolna część zostanie roztopiona.
- Powód: Gruba płyta wymaga dłuższego czasu ekspozycji na energię. W przeciwnym razie dno będzie miało niewystarczającą energię.
2. Cienka blacha może być cięta z dużą prędkością
- Gdy grubość jest mniejsza niż 3mm, prędkość można zwiększyć do 80-100%.
- Dopasuj odpowiednią moc, aby zapobiec przepaleniu
Ogniskowa: Kluczowe Czynniki Wpływające na Jakość Cięcia
Punkt ogniskowy określa rozkład gęstości energii wiązki laserowej na powierzchni cięcia, co bezpośrednio wpływa na jakość cięcia. Podczas kalibracji system jest zazwyczaj najpierw zablokowany w zerowym punkcie ogniskowym przed dokonaniem regulacji.
| Typ Punktu Ogniskowego | Zastosowanie | Uwagi |
|---|---|---|
| Ogniskowa Zerowa (ognisko na powierzchni blachy) | Precyzyjne cięcie blach o grubości 1mm lub mniej | Ustawienia podstawowe, zazwyczaj przy użyciu poziomowania perforacji jako odniesienia |
| Ogniskowa Dodatnia (ognisko powyżej blachy) | Stal węglowa cięta tlenem | Niewystarczająca energia na dole może spowodować, że przecinak nie przebije się i pozostawi żużel Dysza się nagrzewa |
| Ogniskowa Ujemna (ognisko wewnątrz lub poniżej blachy) | Stal nierdzewna lub blacha aluminiowa cięta azotem/powietrzem | Węższa szczelina, trudny odpływ żużla Może powodować przywieranie żużla |
Moc: Relacja między Mocą Szczytową, Cyklem Pracy i Częstotliwością
1. Częstotliwość: Liczba impulsów lasera na sekundę
W przypadku lasera światłowodowego emisja lasera nie jest ciągła, ale wysoką częstotliwością i powtarzającym się działaniem emisji i wygaszania światła (Impulsowy, jeden proces napromieniowania to jeden impuls).
Na przykład:
5000Hz oznacza 5000 przełączeń lasera na sekundę, przy czym każdy cykl emisji i wygaszania światła trwa 1/5000=0,0002 sekundy.
Ponadto, im wyższa częstotliwość, tym krótsza emisja światła i mniejsza strefa wpływu ciepła, co czyni ją odpowiednią do precyzyjnego cięcia.

2. Cykl pracy jest podzielony na dwa etapy: emisję światła i wygaszenie światła. Cykl pracy to stosunek czasu emisji światła do czasu spoczynku.
Na podstawie częstotliwości, 60% cykl pracy oznacza, że impuls zaczyna się od 0,00012 sekundy światła (0,0002 sekundy × 60%), po czym następuje 0,00008 sekundy wyłączenia światła (0,0002 sekundy × 40%). To kończy jeden cykl emisji, podczas gdy rozpoczyna się druga emisja, powtarzając się w pętli.
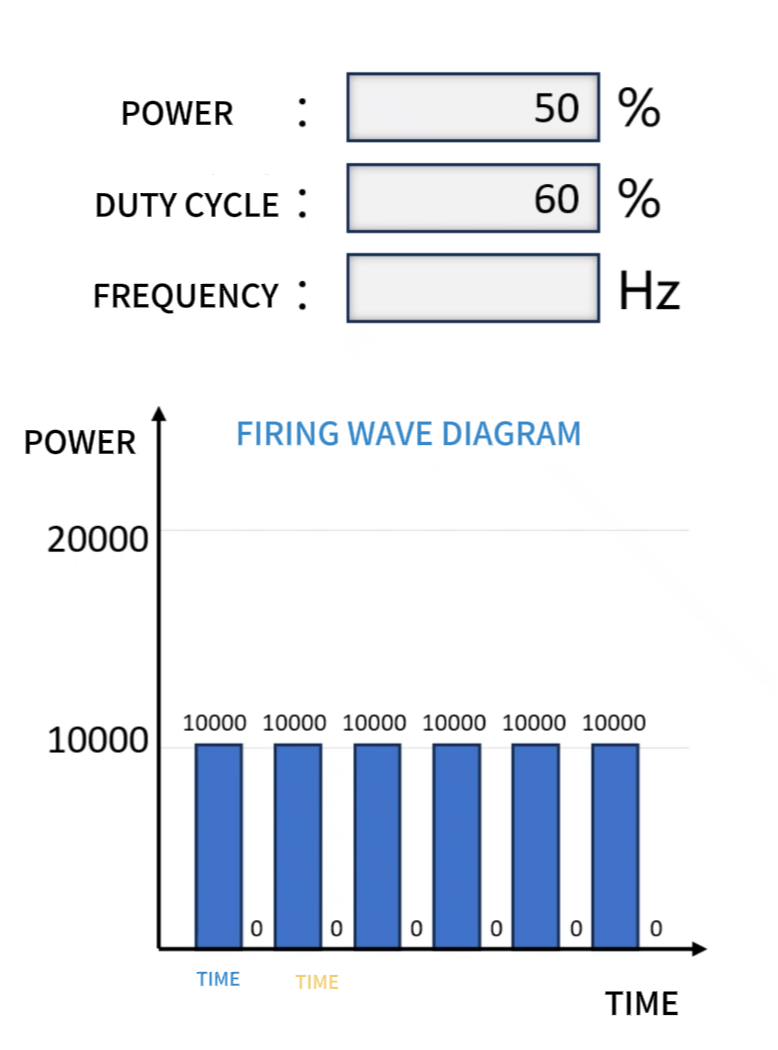
3. Moc szczytowa: Ustawia górny limit mocy lasera podczas rzeczywistego cięcia, przy czym pełna moc urządzenia laserowego wynosi 100%.
Na przykład:
Ustawienie na 50% osiąga rzeczywistą moc wyjściową 20 000 × 50% = 10 000W
Strategie Procesowe dla Różnych Scenariuszy
| Scenariusz | Strategia Cięcia |
|---|---|
| Urządzenia o mocy 1500W lub mniejszej | Moc szczytowa 100% + Cykl pracy 100% + Częstotliwość 5000Hz |
| Cięcie cienkiej blachy dla urządzeń o mocy powyżej 3000W | Aby zmniejszyć uszkodzenia termiczne, dostosuj moc i cykl pracy |
| Cięcie grubej blachy | Niska prędkość prowadzi do akumulacji ciepła, należy również zmniejszyć moc lasera |
| Blacha aluminiowa suszona powietrzem / gruba blacha żelazna | Zmniejsz cykl pracy i częstotliwość |