Podstawowa zasada cięcia laserowego opiera się na wiązkach o wysokiej energii, które topią lub odparowują materiały, a jakość obróbki jest ściśle związana z gęstością mocy (moc/prędkość).
Jednak podczas rzeczywistych operacji cięcia, szczególnie w narożnikach, prędkość głowicy tnącej drastycznie spada, powodując gromadzenie się energii. To wyjaśnia, dlaczego narożniki często cierpią z powodu przepalenia, zadziorów, nagromadzenia żużla lub niemożności przecięcia.
Istota Problemu Cięcia Narożników: Gra Prędkości i Mocy
Wiemy, że:
Moc = Energia wyprowadzana przez laser na jednostkę czasu (W)
Prędkość = Odległość, jaką przebywa głowica tnąca na jednostkę czasu (mm/s)
Głowica tnąca utrzymuje stałą prędkość z optymalnym dopasowaniem mocy podczas cięcia w linii prostej, zapewniając doskonałą wydajność. Jednak podczas zbliżania się do narożników:
- Redukcja jest nieunikniona: Aby zapewnić precyzyjne sterowanie głowicą tnącą, system kontroli musi zmniejszyć przyspieszenie (aby uniknąć wibracji mechanicznych), co skutkuje ostrym spowolnieniem w narożnikach.
- Gromadzenie energii: Gdy moc jest stała, niska prędkość powoduje gwałtowny wzrost energii pochłanianej na jednostkę długości (J/mm), co może prowadzić do nadmiernego spalenia (zadziory lub przywieranie żużla). Z drugiej strony, niewystarczająca moc może skutkować niepowodzeniem cięcia.
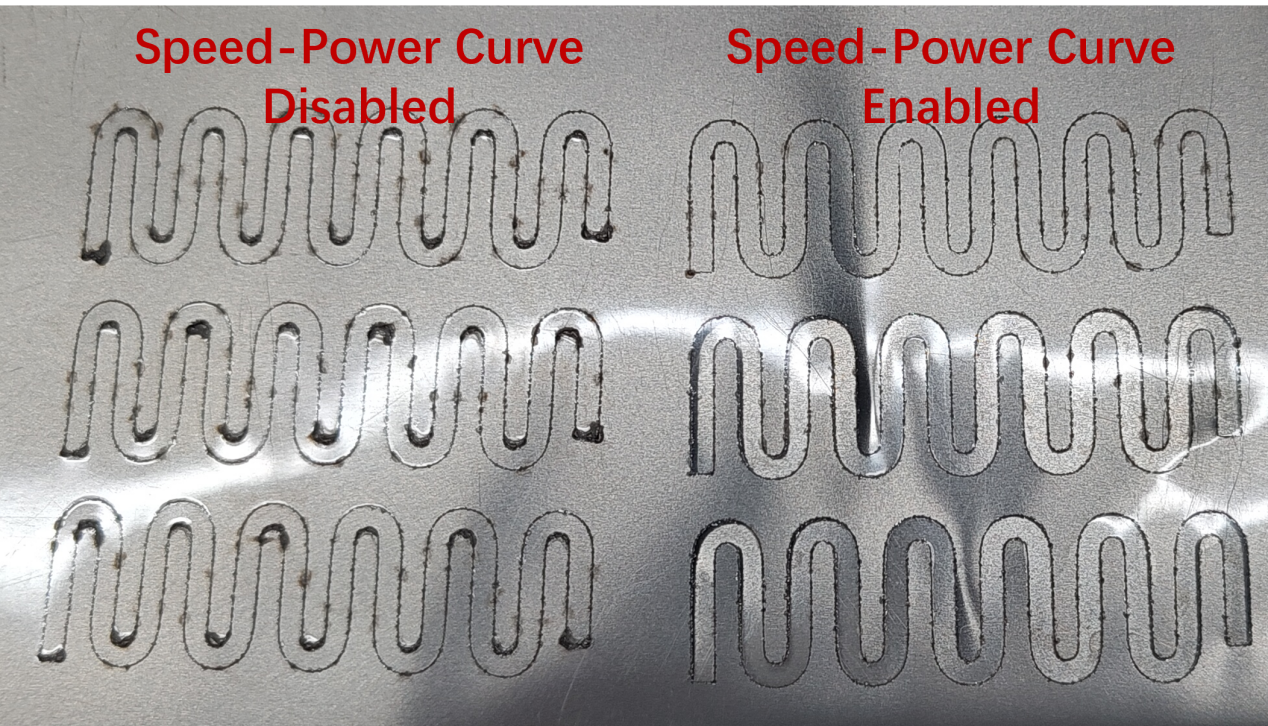
Rozwiązanie: Dynamiczne Dostosowanie Krzywej Prędkość-Moc
Idealny proces cięcia laserowego powinien być zgodny z zasadą dynamicznego dopasowania "zwiększanie prędkości do zwiększania mocy, zmniejszanie prędkości do zmniejszania mocy" i zapewniać stabilność gęstości energii w narożnikach poprzez dostosowywanie mocy w celu kompensacji zmiany prędkości w czasie rzeczywistym.
Większość systemów sterowania cięciem laserowym zapewnia narzędzie krzywej prędkość-moc, aby ułatwić użytkownikowi dopasowanie relacji między nimi.
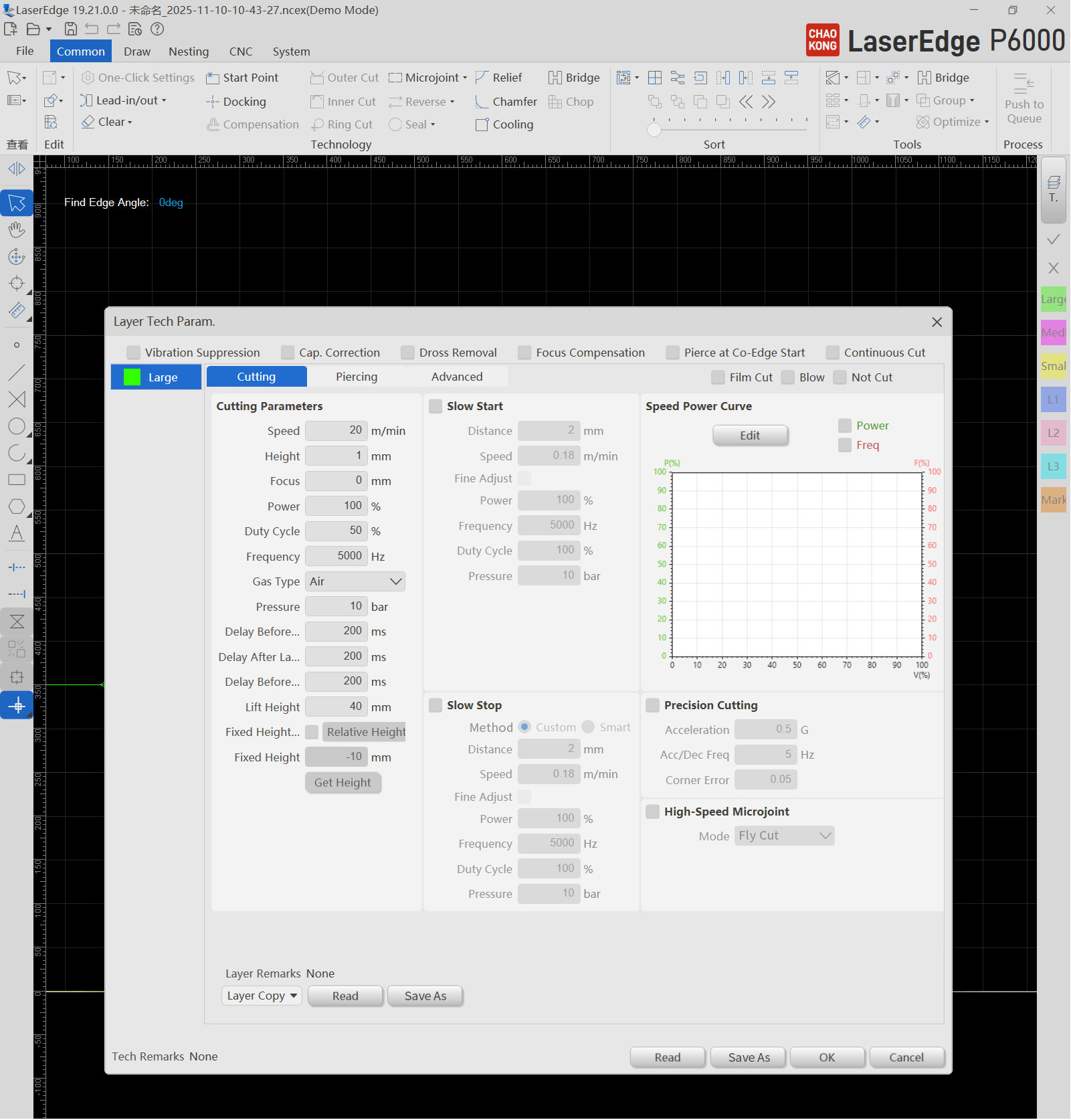
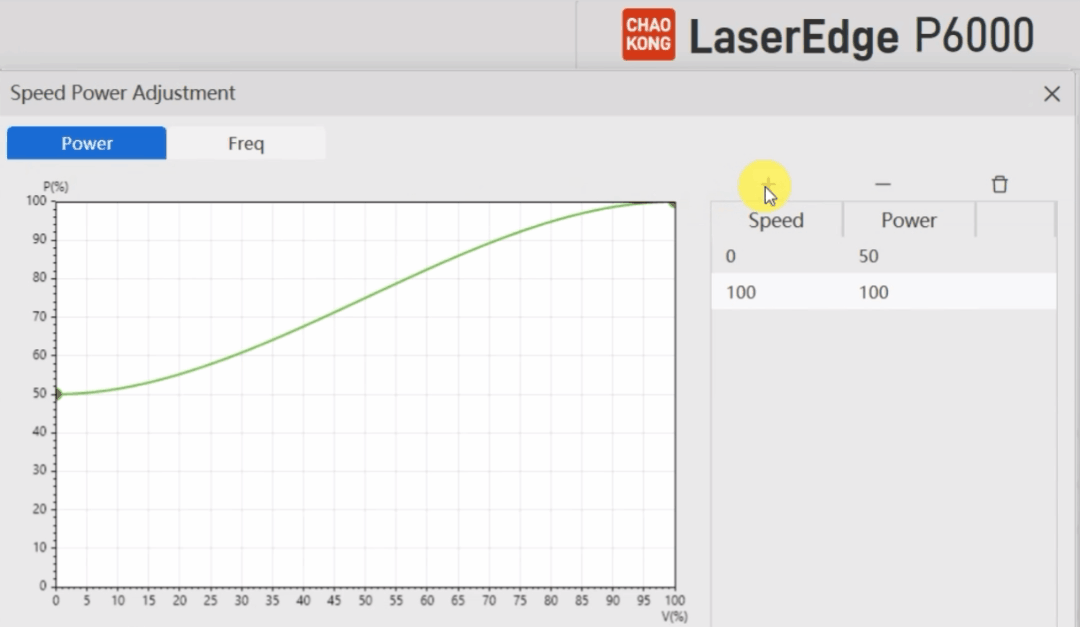
Jak Ustawić Krzywą Prędkość-Moc?
Ustawienia podstawowe (dla większości materiałów):
Gdy prędkość wynosi 0% (np. podczas perforacji): Ustaw moc na 30%, aby zapobiec przepaleniu na początku.
Gdy prędkość wynosi 100% (cięcie z pełną prędkością): Ustaw moc na 100% (szczytowa wydajność).
Optymalizacja narożników:
Jeśli w narożniku pojawiają się zadziory: wskazuje to na nadmierną moc lub energię przy niskich prędkościach powodującą przegrzanie. Zmniejsz moc w zakresie niskich prędkości (na przykład zmniejsz moc z 70% do 50%, gdy prędkość wynosi 30%).
Jeśli narożnik nie może zostać przecięty: wskazuje to na niewystarczającą moc lub energię przy niskich prędkościach. Zwiększ moc w zakresie niskich prędkości (na przykład podnieś moc z 50% do 65%, gdy prędkość wynosi 30%).
Demonstracja Obsługi (Na Przykładzie Głównych Systemów Cięcia Laserowego)
Regulacja przez przeciąganie: Przeciągnij węzły krzywej, aby obserwować efekty w narożnikach w czasie rzeczywistym.
Dodawanie lub usuwanie węzłów: Kliknij dwukrotnie krzywą, aby dodać lub usunąć kluczowe punkty kontrolne w celu precyzyjnej regulacji.
Płynne przejście: Włącz "Tryb Płynny", aby zapobiec nierównomiernym strefom wpływu ciepła spowodowanym skokami mocy
Zaawansowana Technika: Jak Zweryfikować Efekt Krzywej?
Analiza kamerą wysokiej prędkości: Obserwacja kierunku rozprysku żużla w narożniku (idealnie powinien być pionowo w dół).
Inspekcja metalograficzna: Sprawdź grubość żużla na przekroju (najlepiej <50µm)
Produkcja pilotażowa: Jakość cięcia i żywotność materiałów eksploatacyjnych przy różnych kombinacjach prędkość-moc
Podsumowanie: Precyzyjne Dostrajanie dla Wysokiej Jakości Cięcia
Głównym wyzwaniem cięcia laserowego w narożnikach jest w istocie sztuka równoważenia kontroli energii.
Poprzez strategiczną konfigurację krzywej prędkość-moc, użytkownicy mogą:
- Zmniejszyć zadziory i żużlowanie (gdy energia jest nadmierna)
- Uniknąć niekompletnego cięcia (niewystarczająca energia)
- Przedłużyć żywotność soczewek/dysz (przy stabilnym obciążeniu termicznym)