W cięciu laserowym precyzyjna regulacja parametrów czasu emisji światła ma kluczowe znaczenie. Wpływa to nie tylko na jakość cięcia, ale również bezpośrednio na żywotność urządzenia. Nieprawidłowe ustawienia opóźnienia mogą spowodować rozprysk żużla uszkadzający soczewki, nieregularne rozpoczęcie cięcia, a nawet przepalenie i deformację materiału.
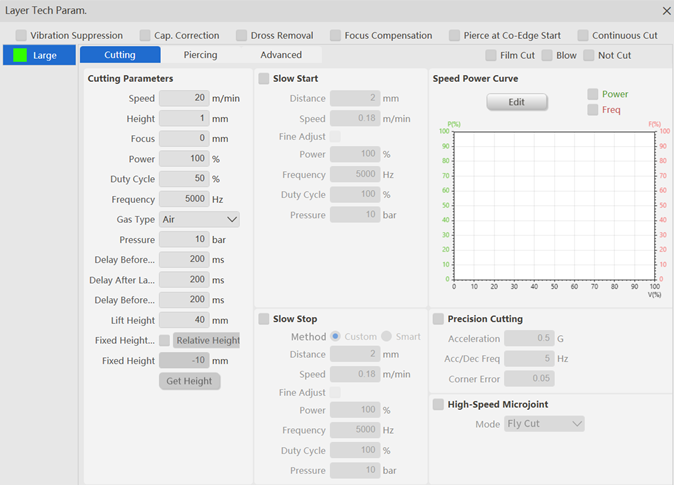
Główny system sterowania ma trzy parametry czasu w oknie warstwy procesu: opóźnienie przed włączeniem światła, opóźnienie po włączeniu światła i opóźnienie przed wyłączeniem światła.
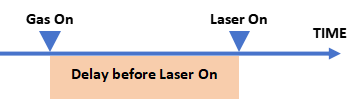
Opóźnienie przed włączeniem lasera odnosi się do czasu przed faktycznym wystrzeleniem lasera, kiedy gaz jest wypuszczany. Ponieważ prędkość światła jest znacznie większa niż prędkość uwalniania gazu, aby zapobiec uszkodzeniu soczewki przez stopiony żużel podczas wypuszczania gazu, zazwyczaj gaz jest wypuszczany przed rozpoczęciem obróbki.
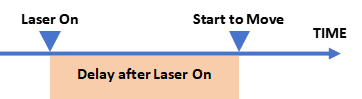
Opóźnienie po włączeniu lasera odnosi się do czasu, przez który głowica tnąca czeka przed rozpoczęciem ruchu. Ten parametr jest zwykle stosowany do materiałów arkuszowych bez perforacji, gdzie system najpierw wykonuje emisję lasera w celu zakończenia wstępnego podgrzania i zapewnia, że początkowe cięcie jest w pełni przeprowadzone przed rozpoczęciem ruchu.
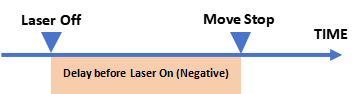
Opóźnienie przed wyłączeniem lasera odnosi się do czasu po zakończeniu ścieżki przez głowicę tnącą i zatrzymaniu ruchu, zanim laser zostanie wyłączony. Ten parametr zapewnia, że laser pozostaje aktywny przez dłuższy okres podczas cięcia grubych płyt, szczególnie gdy punkt końcowy cięcia nie jest w pełni osiągnięty poniżej tylnej krawędzi, aby zagwarantować pełną penetrację.
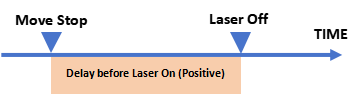
Na przykład, jeśli na końcu ciętej części pojawia się przypalenie lub wgłębienie, problem jest spowodowany tym, że część spada pod wpływem grawitacji, podczas gdy laser nadal emituje światło. Aby rozwiązać ten problem, wystarczy ustawić opóźnienie przed wyłączeniem lasera na wartość ujemną i wcześniej wyłączyć laser.