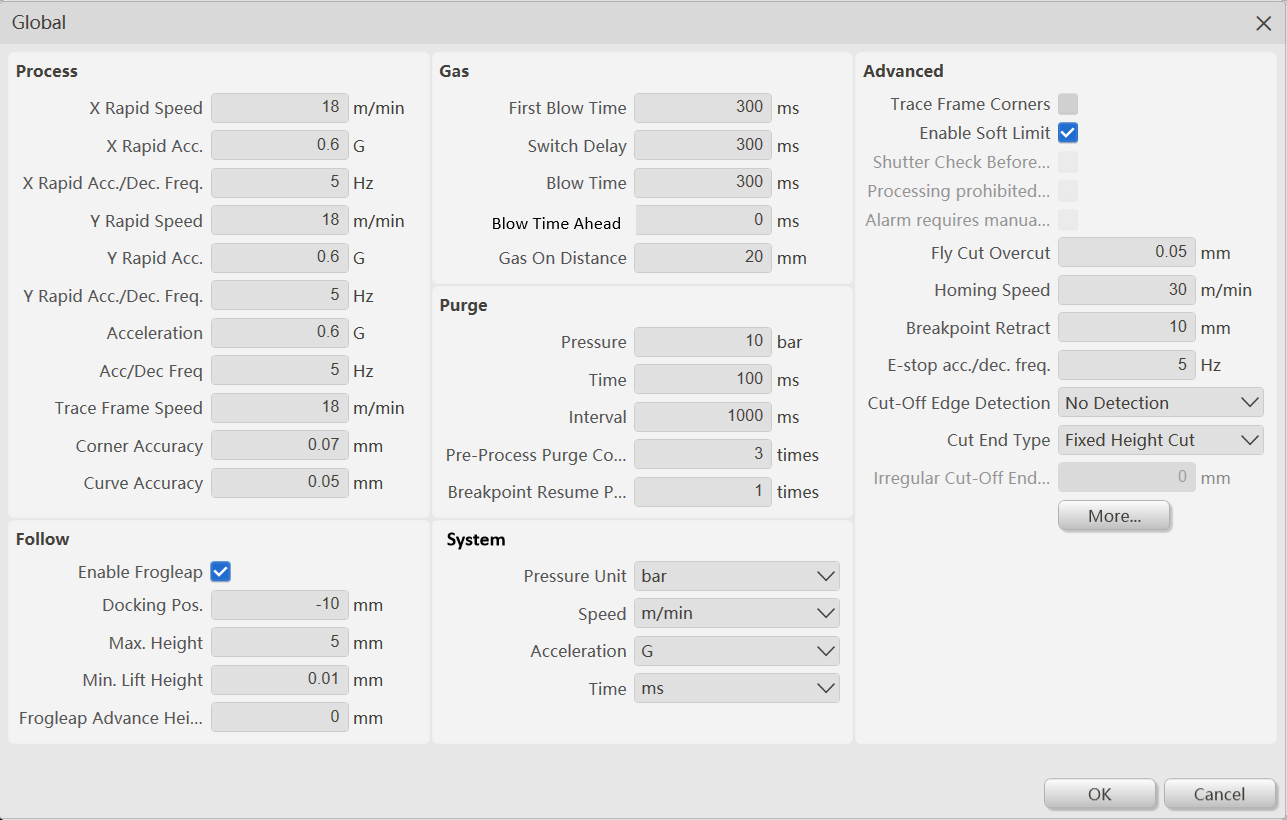
W procesie cięcia laserowego główną funkcją czasu dmuchania jest poprawa jakości dmuchania. Główny system sterowania posiada cztery parametry czasu dmuchania w parametrach globalnych: czas pierwszego dmuchania, opóźnienie zmiany gazu, opóźnienie dmuchania i czas wczesnego otwarcia.
Czas pierwszego dmuchania i czas dmuchania to oba czasy dmuchania przed otwarciem.
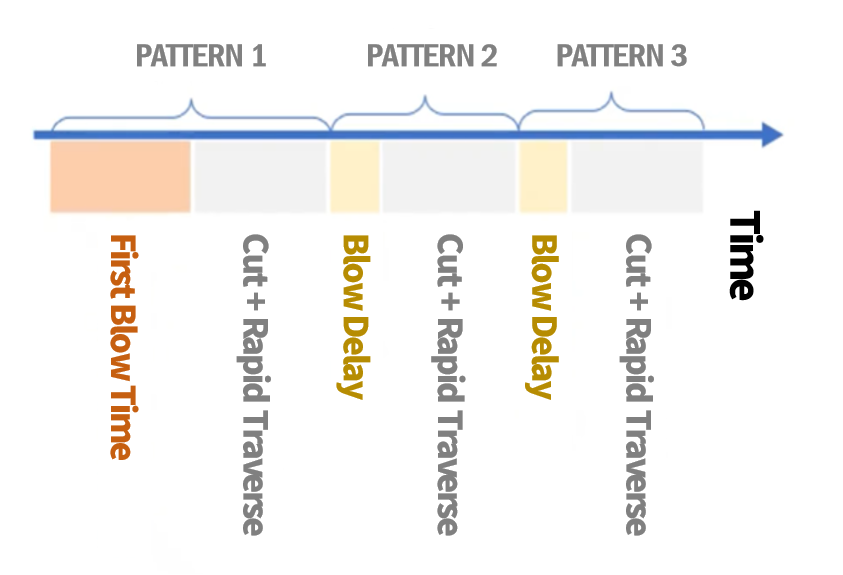
Gdy na przetwarzanej całej płycie znajduje się wiele wzorów, różnica między czasem pierwszego dmuchania a opóźnieniem dmuchania polega na tym, że pierwsze opóźnienie dmuchania kontroluje tylko czas dmuchania przed cięciem pierwszego wzoru, natomiast opóźnienie dmuchania odnosi się do czasu dmuchania przed cięciem każdego wzoru.
Początkowe opóźnienie wtrysku gazu jest zazwyczaj ustawione na dłuższy czas, na przykład 2000 milisekund. Dzieje się tak, ponieważ gdy maszyna do cięcia nie była używana przez dłuższy czas, głowica tnąca potrzebuje czasu, aby wypełnić się gazem o wysokiej czystości, a gaz staje się bardziej obfity podczas procesu cięcia.
Tymczasem opóźnienie dmuchania nie powinno być ustawione na zbyt krótki czas, zalecane jest 500 milisekund. Ustawienie go na zbyt krótki czas może powodować problemy, takie jak przedwczesna emisja światła z powodu niewystarczającego ciśnienia lub uszkodzenie soczewki ochronnej.
Opóźnienie wymiany gazu odnosi się do czasu wymaganego do całkowitego oczyszczenia poprzedniego gazu podczas przełączania gazu. Na przykład, podczas cięcia grubych płyt, tlen jest używany do przebijania, a azot do cięcia. Jeśli tlen nie zostanie całkowicie oczyszczony podczas przełączania, może to spowodować, że przekrój stanie się żółty.
Wczesna aktywacja gazu oznacza rozpoczęcie przepływu gazu przed całkowitym przemieszczeniem głowicy tnącej, eliminując w ten sposób konieczność oczekiwania, aż dotrze ona do punktu początkowego cięcia.