Velocidade: Mais Rápido Nem Sempre é Melhor
A "velocidade" no corte a laser geralmente se refere à velocidade máxima de corte, mas a velocidade é significativamente reduzida em pequenos furos e cantos para evitar vibração mecânica e perda de precisão.
Princípios-chave para configurações de velocidade:
1. Quanto mais grossa a chapa, mais lenta a velocidade
- Se a velocidade de corte for muito alta, o corte não será completo, a superfície de corte ficará inclinada e a parte inferior será derretida.
- Motivo: A chapa grossa requer um tempo de exposição de energia mais longo. Caso contrário, o fundo não terá energia suficiente.
2. A chapa fina pode ser cortada em alta velocidade
- Quando a espessura for menor que 3mm, a velocidade pode ser aumentada para 80-100%.
- Combine a potência apropriada para evitar queima
Foco: Fatores-Chave que Afetam a Qualidade do Corte
O ponto focal determina a distribuição de densidade de energia do feixe de laser na superfície de corte, o que afeta diretamente a qualidade do corte. Durante a calibração, o sistema geralmente é primeiro bloqueado no ponto focal zero antes de fazer ajustes.
| Tipo de Ponto Focal | Cenário Aplicável | Assuntos que Necessitam Atenção |
|---|---|---|
| Foco Zero (foco na superfície da chapa) | Corte de precisão de chapa metálica com espessura de 1mm ou menos | Configurações básicas, normalmente usando o nivelamento de perfuração como referência |
| Foco Positivo (foco acima da chapa) | Aço carbono curado com oxigênio | Energia insuficiente no fundo pode fazer com que o cortador não penetre e deixe escória O bico está ficando mais quente |
| Foco Negativo (foco localizado dentro ou abaixo da chapa) | Corte de aço inoxidável ou chapa de alumínio com nitrogênio/ar | Fenda mais estreita, descarga de escória difícil Pode causar aderência de escória |
Potência: A Relação entre Potência de Pico, Ciclo de Trabalho e Frequência
1. Frequência: Número de pulsos de laser por segundo
Para laser de fibra, o disparo do laser não é contínuo, mas uma ação repetida de alta frequência de emissão e extinção de luz (Pulsado, um processo de irradiação é um pulso).
Por exemplo:
5000Hz indica 5000 comutações de laser por segundo, com cada ciclo de emissão e extinção de luz durando 1/5000=0,0002 segundos.
Além disso, quanto maior a frequência, mais curta a emissão de luz e menor a zona afetada pelo calor, o que a torna adequada para corte fino.
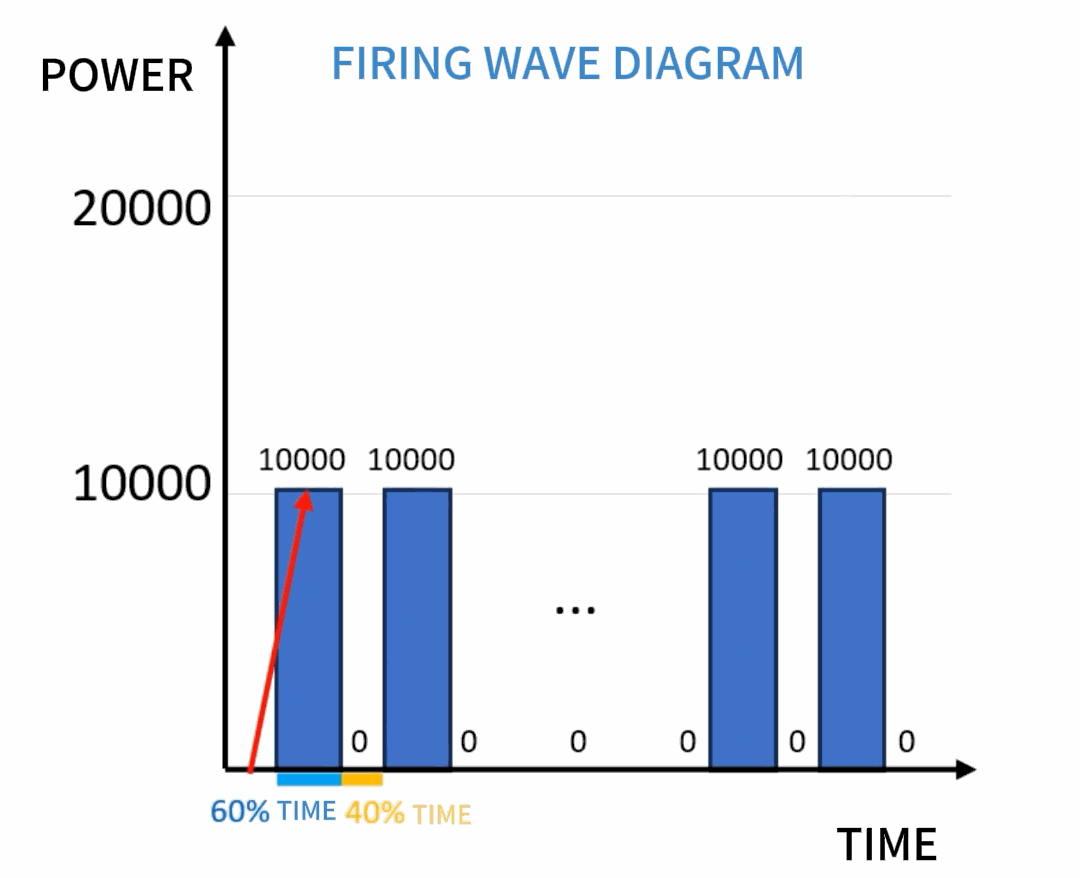
2. O ciclo de trabalho é dividido em dois estágios: emissão de luz e extinção de luz. O ciclo de trabalho é a razão do tempo de emissão de luz para o tempo de descanso.
Com base na frequência, um ciclo de trabalho de 60% significa que o pulso começa com 0,00012 segundos de luz (0,0002 segundos × 60%) seguido por 0,00008 segundos de luz desligada (0,0002 segundos × 40%). Isso completa um ciclo de emissão, enquanto a segunda emissão começa, repetindo em um loop.
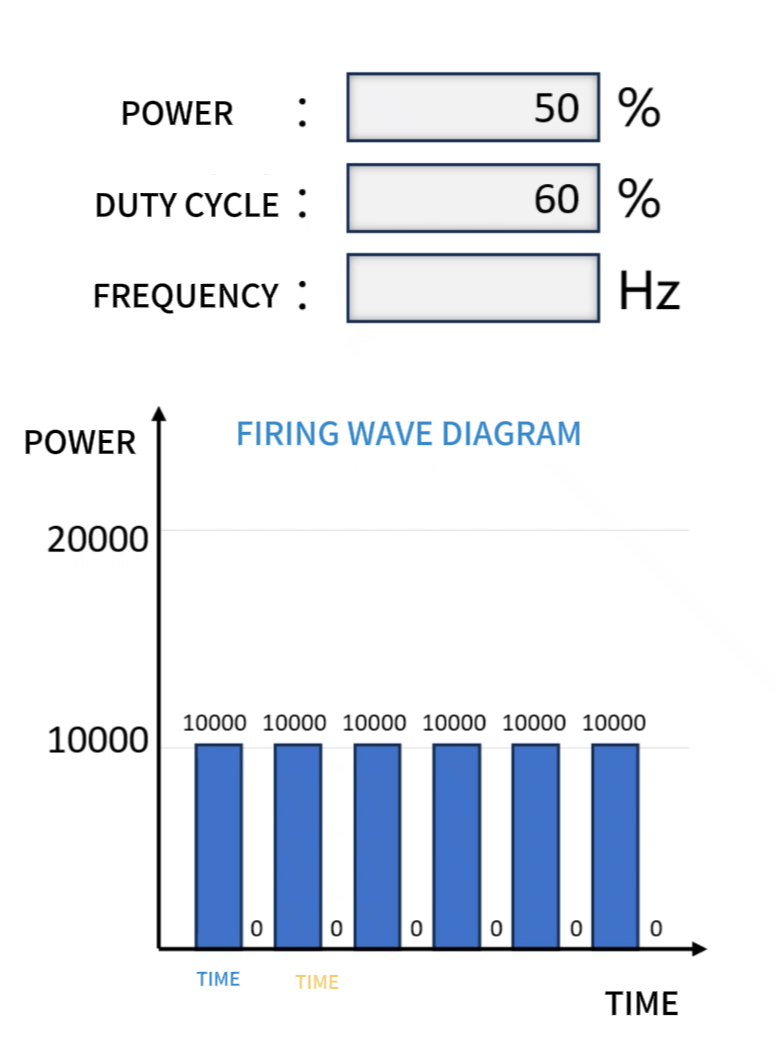
3. Potência de pico: Define o limite superior da potência do laser durante o corte real, com a potência total do dispositivo laser como 100%.
Por exemplo:
Configurado para 50% para alcançar uma saída real de 20.000 × 50% = 10.000W
Estratégias de Processo para Diferentes Cenários
| Cenário | Estratégia de Corte |
|---|---|
| Dispositivos com 1500W ou menos | Potência de pico 100% + Ciclo de trabalho 100% + Frequência 5000Hz |
| Corte de chapa fina para equipamentos com potência acima de 3000W | Para reduzir danos térmicos, ajustar potência e ciclo de trabalho |
| Corte de chapa grossa | Velocidade lenta leva ao acúmulo de calor, e a potência do laser também deve ser reduzida |
| Chapa de alumínio curada ao ar / chapa de ferro grossa | Reduzir o ciclo de trabalho e a frequência |