No corte a laser, o ajuste preciso do parâmetro de tempo de emissão de luz é crítico. Não apenas afeta a qualidade do corte, mas também impacta diretamente a vida útil do equipamento. Configurações incorretas de atraso podem causar respingos de escória para danificar lentes, inícios de corte irregulares ou até queima excessiva e deformação do material.
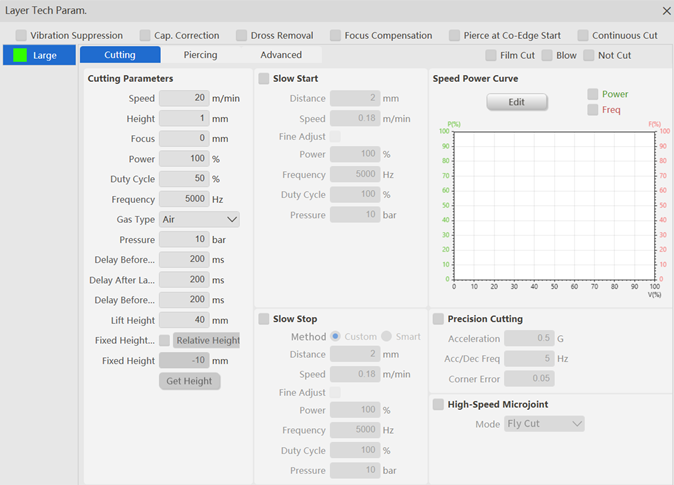
O sistema de controle convencional possui três parâmetros de tempo na janela da camada de processo: atraso antes de abrir a luz, atraso depois de abrir a luz e atraso antes de fechar a luz.
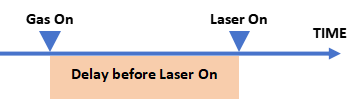
Atraso antes do Laser Ligar refere-se ao tempo antes do disparo real do laser quando o gás é soprado. Como a velocidade da luz é muito mais rápida que a velocidade de liberação do gás, para prevenir que a escória fundida danifique a lente quando o gás é soprado, o gás é geralmente soprado antes do processamento começar.
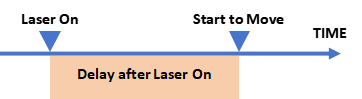
Atraso depois do Laser Ligar refere-se à duração que o cabeçote de corte espera antes de começar a se mover. Este parâmetro é tipicamente aplicado a materiais de chapa não perfurados, onde o sistema primeiro realiza o disparo do laser para completar o pré-aquecimento e garante que o corte inicial seja totalmente penetrado antes de se mover.
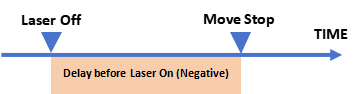
Atraso antes do Laser Desligar refere-se à duração após o cabeçote de corte completar seu caminho e parar de se mover antes do laser ser desligado. Este parâmetro garante que o laser permaneça ativo por um período estendido ao cortar chapas grossas, particularmente quando o ponto final de corte não é totalmente alcançado abaixo da borda traseira, para garantir penetração completa.
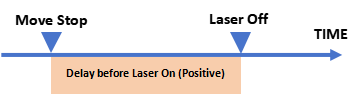
Por exemplo, se uma queimadura ou amassado aparecer no final de uma peça cortada, o problema é causado pela peça caindo devido à gravidade enquanto o laser continua a emitir luz. Para resolver isso, simplesmente defina o Atraso antes do Laser Desligar para um valor negativo e desligue o laser cedo.