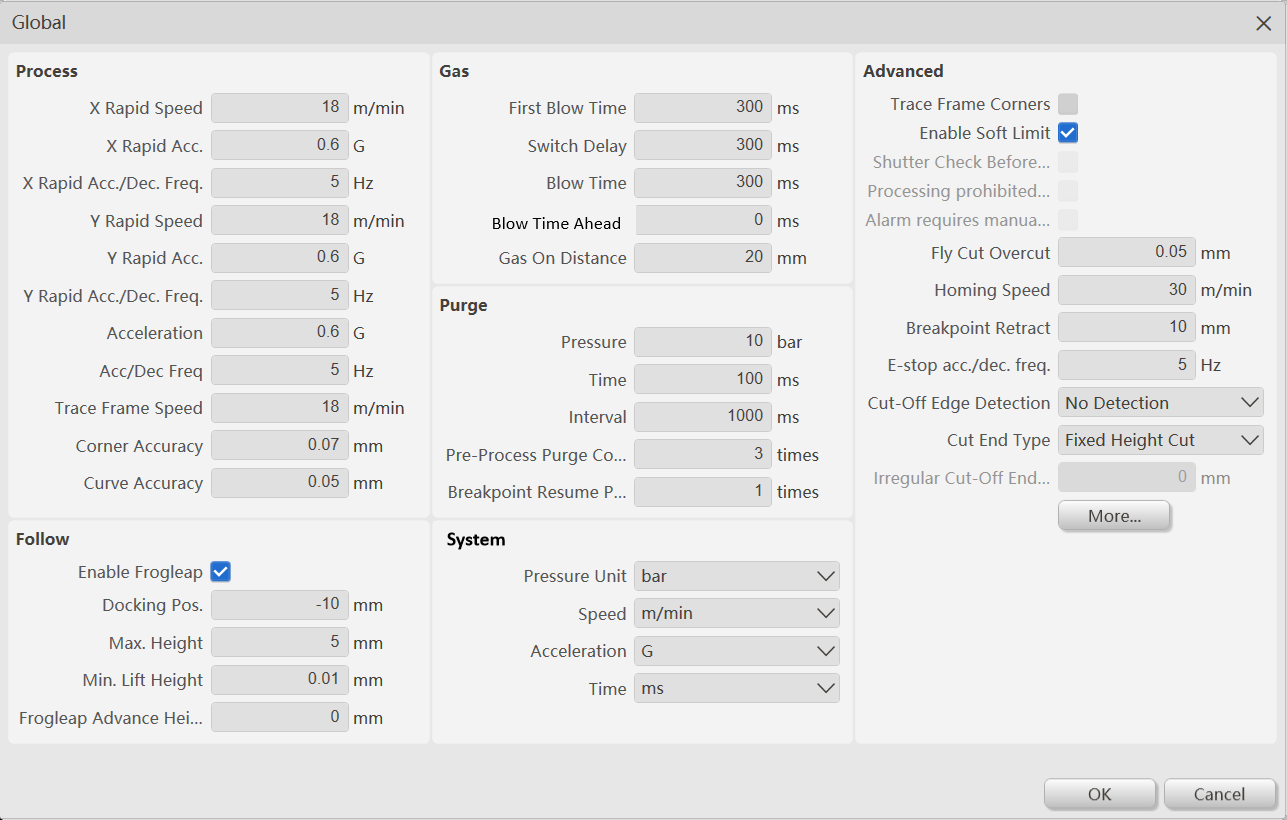
No processo de corte a laser, a função principal do tempo de sopro é melhorar a qualidade do sopro. O sistema de controle convencional possui quatro parâmetros de tempo de sopro nos parâmetros globais: tempo de primeiro sopro, atraso de troca de ar, atraso de sopro e tempo de abertura antecipada.
O primeiro tempo de sopro e o tempo de sopro são ambos o tempo de sopro antes da abertura.
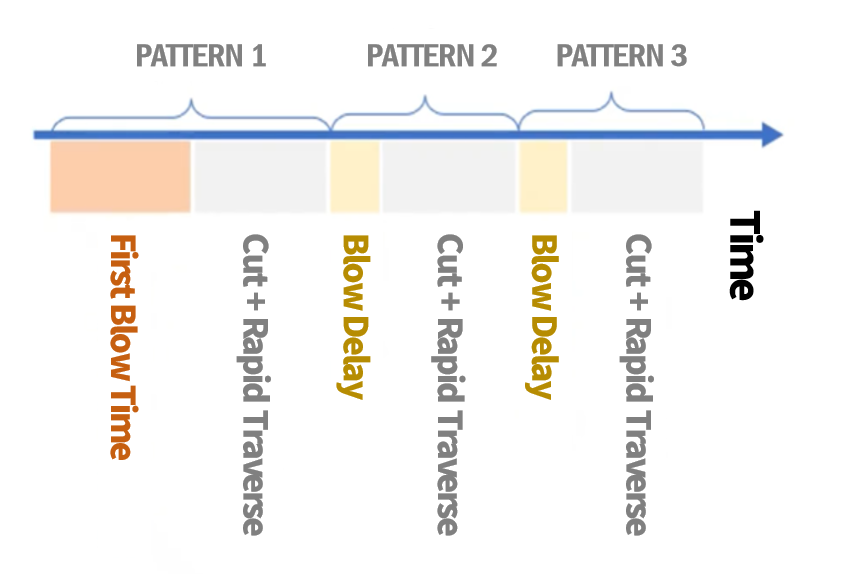
Quando há vários padrões na placa inteira processada, a diferença entre o tempo do primeiro sopro e o atraso de sopro é que o atraso do primeiro sopro controla apenas o tempo de sopro antes de cortar o primeiro padrão, enquanto o atraso de sopro refere-se ao tempo de sopro antes de cortar cada padrão.
O atraso inicial de injeção de gás é tipicamente definido para uma duração mais longa, como 2000 milissegundos. Isso ocorre porque quando a máquina de corte não foi usada por um período prolongado, o cabeçote de corte requer tempo para se encher com gás de alta pureza, e o gás se torna mais abundante durante o processo de corte.
Enquanto isso, o atraso de sopro de ar não deve ser definido muito curto, 500 milissegundos é recomendado. Defini-lo muito curto pode causar problemas como emissão de luz prematura devido à pressão insuficiente ou danos à lente protetora.
O atraso de troca de gás refere-se ao tempo necessário para purgar completamente o gás anterior durante a troca de gás. Por exemplo, ao cortar chapas grossas, oxigênio é usado para perfuração e nitrogênio para corte. Se o oxigênio não for completamente purgado durante a troca, pode causar amarelamento da seção transversal.
A ativação antecipada de gás refere-se a iniciar o fluxo de gás antes do deslocamento completo do cabeçote de corte, eliminando assim a necessidade de esperar até que ele alcance o ponto de início do corte.