Скорость: не всегда быстрее - значит лучше
«Скорость» при лазерной резке обычно относится к максимальной скорости резки, но скорость значительно снижается на малых отверстиях и углах, чтобы избежать механической вибрации и потери точности.
Ключевые принципы настройки скорости:
1. Чем толще лист, тем медленнее скорость
- Если скорость резки слишком высока, резка будет неполной, поверхность реза будет наклонной, а нижняя часть расплавится.
- Причина: толстая пластина требует более длительного времени воздействия энергии. В противном случае нижней части не хватит энергии.
2. Тонкий лист можно резать на высокой скорости
- При толщине менее 3 мм скорость можно увеличить до 80-100%.
- Подбирайте соответствующую мощность для предотвращения прогорания
Фокус: ключевые факторы, влияющие на качество резки
Фокусная точка определяет распределение плотности энергии лазерного луча на поверхности резки, что напрямую влияет на качество резки. Во время калибровки система обычно сначала фиксируется на нулевой фокусной точке перед выполнением регулировок.
| Тип фокусной точки | Применимая сцена | Вопросы, требующие внимания |
|---|---|---|
| Нулевой фокус (фокус на поверхности листа) | Прецизионная резка листового металла толщиной 1 мм или менее | Базовые настройки, обычно использующие перфорационное выравнивание в качестве эталона |
| Положительный фокус (фокус над листом) | Кислородная резка углеродистой стали | Недостаточная энергия в нижней части может привести к тому, что резак не проникнет и оставит шлак Сопло сильнее нагревается |
| Отрицательный фокус (фокус расположен внутри или ниже листа) | Резка нержавеющей стали или алюминиевого листа азотом/воздухом | Более узкая прорезь, затрудненное удаление шлака Может вызвать прилипание шлака |
Мощность: взаимосвязь между пиковой мощностью, рабочим циклом и частотой
1. Частота: количество импульсов лазера в секунду
Для волоконного лазера излучение лазера не является непрерывным, а представляет собой высокочастотное и повторяющееся действие излучения и гашения света (импульсный режим, один процесс облучения - это один импульс).
Например:
5000 Гц означает 5000 переключений лазера в секунду, при этом каждый цикл излучения и гашения света длится 1/5000=0,0002 секунды.
Кроме того, чем выше частота, тем короче излучение света и меньше зона теплового воздействия, что делает его подходящим для тонкой резки.

2. Рабочий цикл делится на две стадии: излучение света и гашение света. Рабочий цикл - это отношение времени излучения света ко времени покоя.
Исходя из частоты, рабочий цикл 60% означает, что импульс начинается с 0,00012 секунды света (0,0002 секунды × 60%), за которым следует 0,00008 секунды выключения света (0,0002 секунды × 40%). Это завершает один цикл излучения, в то время как начинается второе излучение, повторяясь в цикле.
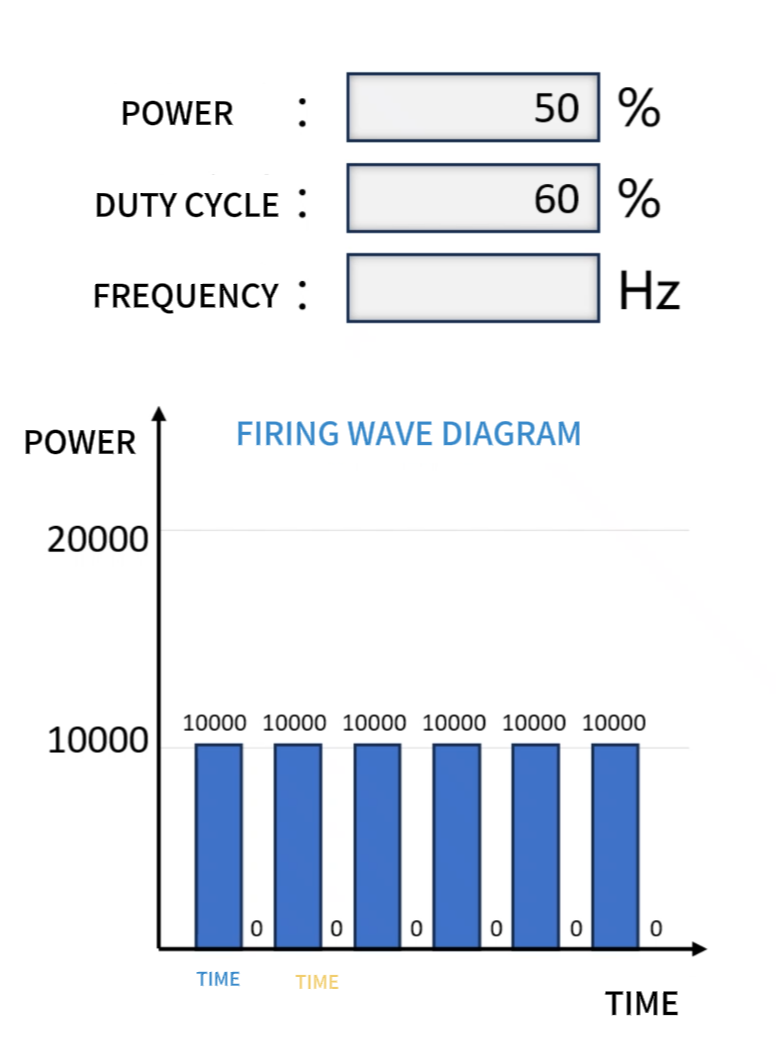
3. Пиковая мощность: устанавливает верхний предел мощности лазера во время фактической резки, при этом полная мощность лазерного устройства принимается за 100%.
Например:
Установка на 50% для достижения фактической выходной мощности 20 000 × 50% = 10 000 Вт
Технологические стратегии для различных сценариев
| Сценарий | Стратегия резки |
|---|---|
| Устройства мощностью 1500 Вт или менее | Пиковая мощность 100% + Рабочий цикл 100% + Частота 5000 Гц |
| Резка тонких листов для оборудования мощностью выше 3000 Вт | Для уменьшения теплового повреждения отрегулируйте мощность и рабочий цикл |
| Резка толстых листов | Низкая скорость приводит к накоплению тепла, поэтому мощность лазера также следует снизить |
| Резка алюминиевой пластины/толстой железной пластины воздухом | Уменьшите рабочий цикл и частоту |