Основной принцип лазерной резки основан на высокоэнергетических лучах для расплавления или испарения материалов, при этом качество обработки тесно связано с плотностью мощности (мощность/скорость).
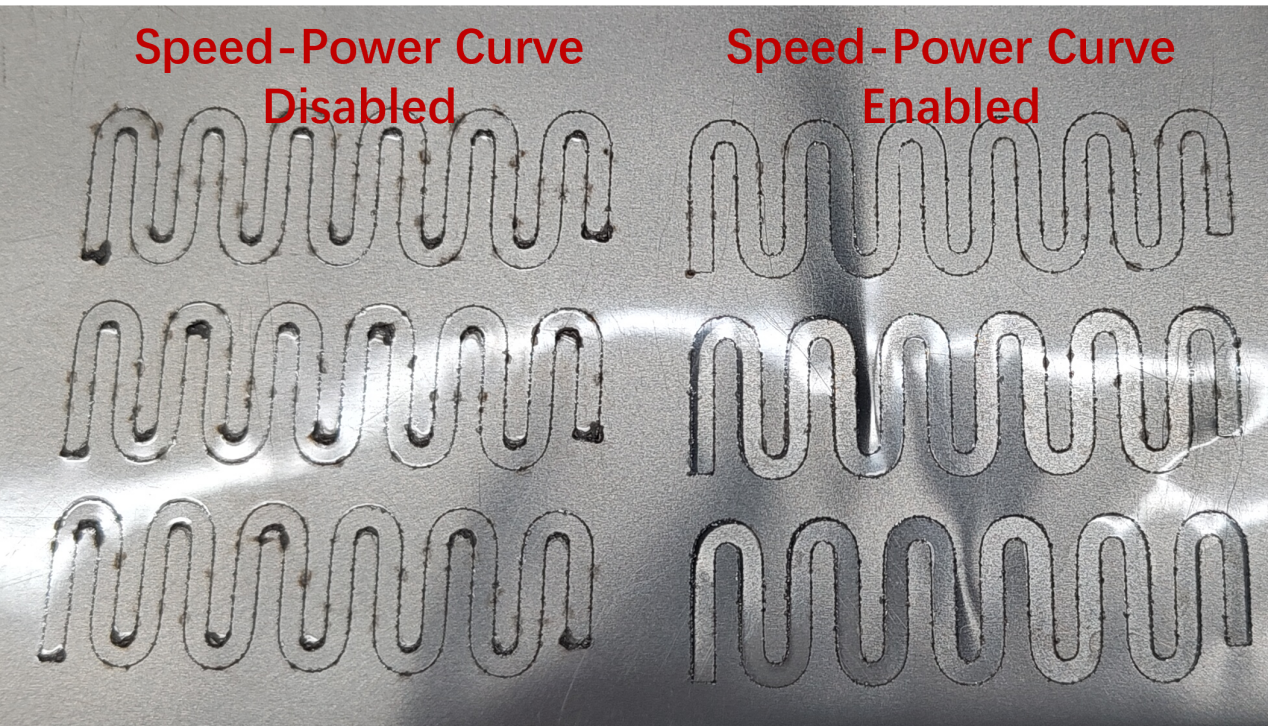
Однако во время фактических операций резки, особенно на углах, скорость режущей головки резко падает, вызывая накопление энергии. Это объясняет, почему углы часто страдают от прожога, заусенцев, накопления шлака или неполного прореза.
Суть проблемы резки углов: игра скорости и мощности
Мы знаем:
Мощность = Энергия, выдаваемая лазером за единицу времени (Вт)
Скорость = Расстояние, которое проходит режущая головка за единицу времени (мм/с)
Режущая головка поддерживает постоянную скорость с оптимальным соответствием мощности во время прямолинейной резки, обеспечивая превосходную производительность. Однако при приближении к углам:
- Снижение неизбежно: Чтобы обеспечить точное управление режущей головкой, система управления должна снизить ускорение (чтобы избежать механической вибрации), что приводит к резкому замедлению на углах.
- Накопление энергии: Когда мощность постоянна, низкая скорость вызывает резкое увеличение поглощенной энергии на единицу длины (Дж/мм), что может привести к перегоранию (заусенцы или прилипание шлака). И наоборот, недостаточная мощность может привести к неудаче резки.
Решение: динамическая регулировка кривой скорость-мощность
Идеальный процесс лазерной резки должен следовать принципу динамического согласования «увеличение скорости - увеличение мощности, уменьшение скорости - уменьшение мощности» и обеспечивать стабильность плотности энергии на углах путем регулировки мощности для компенсации изменения скорости в реальном времени.
Большинство систем управления лазерной резкой предоставляют инструмент кривой скорость-мощность для удобства пользователя в согласовании взаимосвязи между ними.
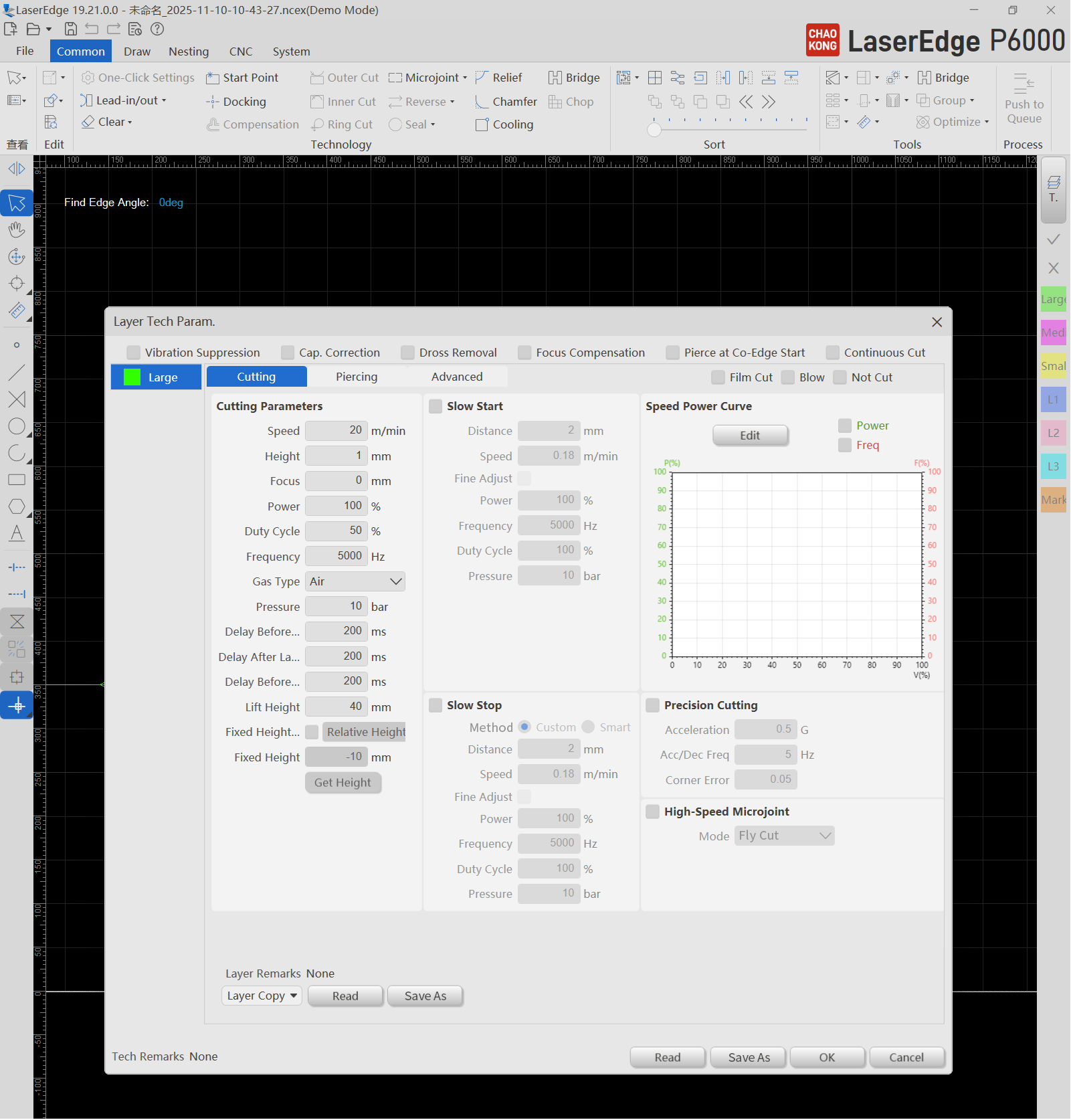
Как настроить кривую скорость-мощность?
Базовые настройки (для большинства материалов):
Когда скорость составляет 0% (например, во время прокалывания): установите мощность на 30%, чтобы предотвратить прожог в начале.
Когда скорость составляет 100% (резка на полной скорости): установите мощность на 100% (пиковая эффективность).
Оптимизация углов:
Если на углу появляются заусенцы: это указывает на избыточную мощность или энергию на низких скоростях, вызывающих перегрев. Уменьшите мощность в диапазоне низких скоростей (например, уменьшите мощность с 70% до 50% при скорости 30%).
Если угол не прорезается: это указывает на недостаточную мощность или энергию на низких скоростях. Увеличьте мощность в диапазоне низких скоростей (например, увеличьте мощность с 50% до 65% при скорости 30%).
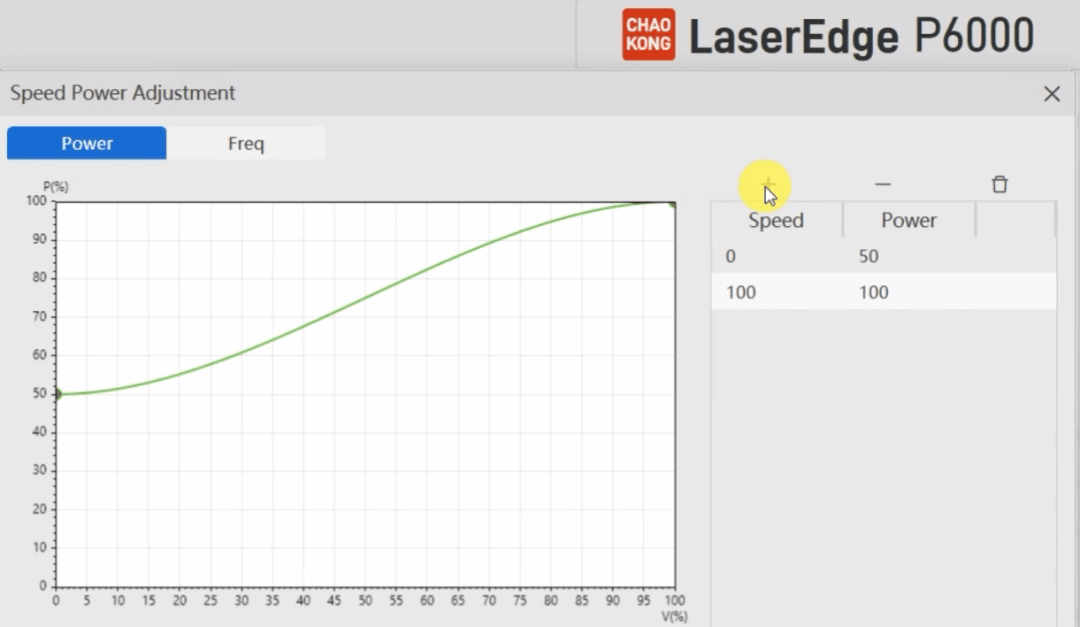
Демонстрация работы (на примере основных систем лазерной резки)
Регулировка перетаскиванием: перетаскивайте узлы кривой для наблюдения эффектов на углах в реальном времени.
Добавление или удаление узлов: дважды щелкните кривую, чтобы добавить или удалить ключевые контрольные точки для точной настройки.
Плавный переход: включите «Режим сглаживания», чтобы предотвратить неравномерные зоны теплового воздействия, вызванные скачками мощности
Расширенная техника: как проверить эффект кривой?
Анализ высокоскоростной камерой: наблюдение за направлением разбрызгивания шлака на углу (в идеале он должен быть вертикально вниз).
Металлографический контроль: проверьте толщину шлака на поперечном сечении (предпочтительно <50 мкм)
Опытное производство: качество резки и срок службы расходных материалов при различных комбинациях скорости и мощности
Заключение: тонкая настройка для высококачественной резки
Основная задача резки углов лазером - это по сути искусство балансировки контроля энергии.
Стратегически настроив кривую скорость-мощность, пользователи могут:
- Уменьшить заусенцы и шлакообразование (при избыточной энергии)
- Избежать неполного прореза (недостаточная энергия)
- Продлить срок службы линзы/сопла (при стабильной тепловой нагрузке)