При лазерной резке точная настройка параметра времени излучения света имеет решающее значение. Это влияет не только на качество резки, но и непосредственно на срок службы оборудования. Неправильные настройки задержки могут вызвать разбрызгивание шлака, повреждающее линзы, неравномерное начало резки или даже перегорание и деформацию материала.
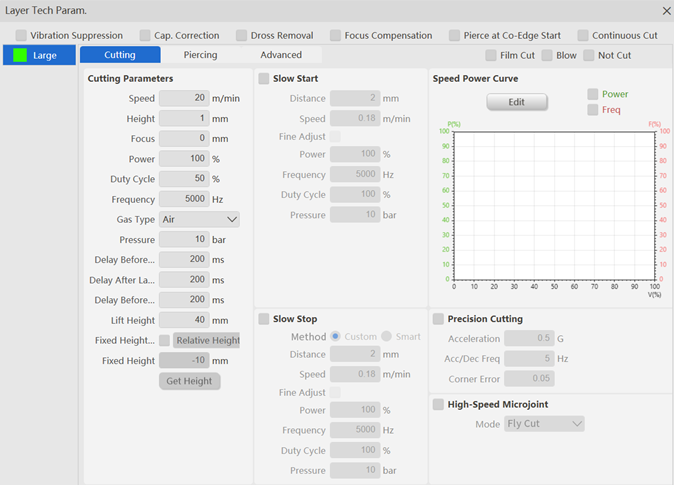
В основной системе управления в окне процессного слоя есть три временных параметра: задержка перед включением света, задержка после включения света и задержка перед выключением света.
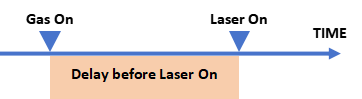
Задержка перед включением лазера относится ко времени перед фактическим включением лазера, когда происходит выдув газа. Поскольку скорость света намного быстрее скорости выпуска газа, для предотвращения повреждения линзы расплавленным шлаком при выдувании газа, газ обычно выдувается перед началом обработки.
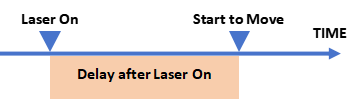
Задержка после включения лазера относится к продолжительности времени, которую режущая головка ждет перед началом движения. Этот параметр обычно применяется к непробитым листовым материалам, где система сначала выполняет включение лазера для завершения предварительного нагрева и обеспечивает полное проникновение начального реза перед движением.
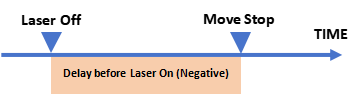
Задержка перед выключением лазера относится к продолжительности времени после того, как режущая головка завершает свой путь и останавливается, до того как лазер выключается. Этот параметр обеспечивает активность лазера в течение продленного периода при резке толстых листов, особенно когда конечная точка резки не полностью достигнута ниже задней кромки, для гарантии полного проникновения.
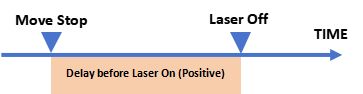
Например, если на конце разрезанной детали появляется ожог или вмятина, проблема вызвана падением детали под действием силы тяжести, в то время как лазер продолжает излучать свет. Чтобы решить эту проблему, просто установите задержку перед выключением лазера на отрицательное значение и выключите лазер раньше.