Hız: Daha Hızlı Her Zaman Daha İyi Değildir
Lazer kesimde "hız" genellikle maksimum kesim hızını ifade eder, ancak mekanik titreşimi ve hassasiyet kaybını önlemek için küçük deliklerde ve köşelerde hız önemli ölçüde azaltılır.
Hız ayarları için temel ilkeler:
1. Levha ne kadar kalınsa, hız o kadar yavaş olmalıdır
- Kesim hızı çok yüksekse, kesim tam olmayacak, kesim yüzeyi eğik olacak ve alt kısım erir.
- Sebep: Kalın plaka daha uzun enerji maruz kalma süresi gerektirir. Aksi takdirde, alt kısımda yeterli enerji olmaz.
2. İnce levha yüksek hızda kesilebilir
- Kalınlık 3mm'den az olduğunda, hız %80-100'e çıkarılabilir.
- Yanmayı önlemek için uygun gücü eşleştirin
Odak: Kesim Kalitesini Etkileyen Temel Faktörler
Odak noktası, lazer ışınının kesim yüzeyindeki enerji yoğunluğu dağılımını belirler ve bu da kesim kalitesini doğrudan etkiler. Kalibrasyon sırasında, ayarlamalar yapılmadan önce sistem genellikle ilk olarak sıfır odak noktasında kilitlenir.
| Odak Noktası Türü | Uygulanabilir Senaryo | Dikkat Edilmesi Gerekenler |
|---|---|---|
| Sıfır Odak (levha yüzeyinde odak) | 1mm veya daha az kalınlıktaki sac metalin hassas kesimi | Temel ayarlar, tipik olarak delik delme hizalaması referans olarak kullanılır |
| Pozitif Odak (levhanın üstünde odak) | Oksijen ile kesilen karbon çeliği | Alt kısımda yetersiz enerji, kesicinin tam olarak nüfuz etmemesine ve cüruf bırakmasına neden olabilir Meme daha fazla ısınır |
| Negatif Odak (levhanın içinde veya altında odak) | Azot/hava ile kesilen paslanmaz çelik veya alüminyum levha | Daha dar yarık, zor cüruf tahliyesi Cüruf yapışmasına neden olabilir |
Güç: Tepe Gücü, Görev Döngüsü ve Frekans Arasındaki İlişki
1. Frekans: Saniye başına lazer darbe sayısı
Fiber lazer için, lazer ateşlemesi sürekli değildir, ancak yüksek frekanslı ve tekrarlanan ışık emisyonu ve sönme eylemidir (Darbeli, bir ışınlama işlemi bir darbedir).
Örneğin:
5000Hz, saniyede 5000 lazer anahtarını gösterir ve her ışık emisyonu ve sönme döngüsü 1/5000=0.0002 saniye sürer.
Ayrıca, frekans ne kadar yüksekse, ışık emisyonu o kadar kısa ve ısıdan etkilenen bölge o kadar küçüktür; bu da ince kesim için uygun hale getirir.
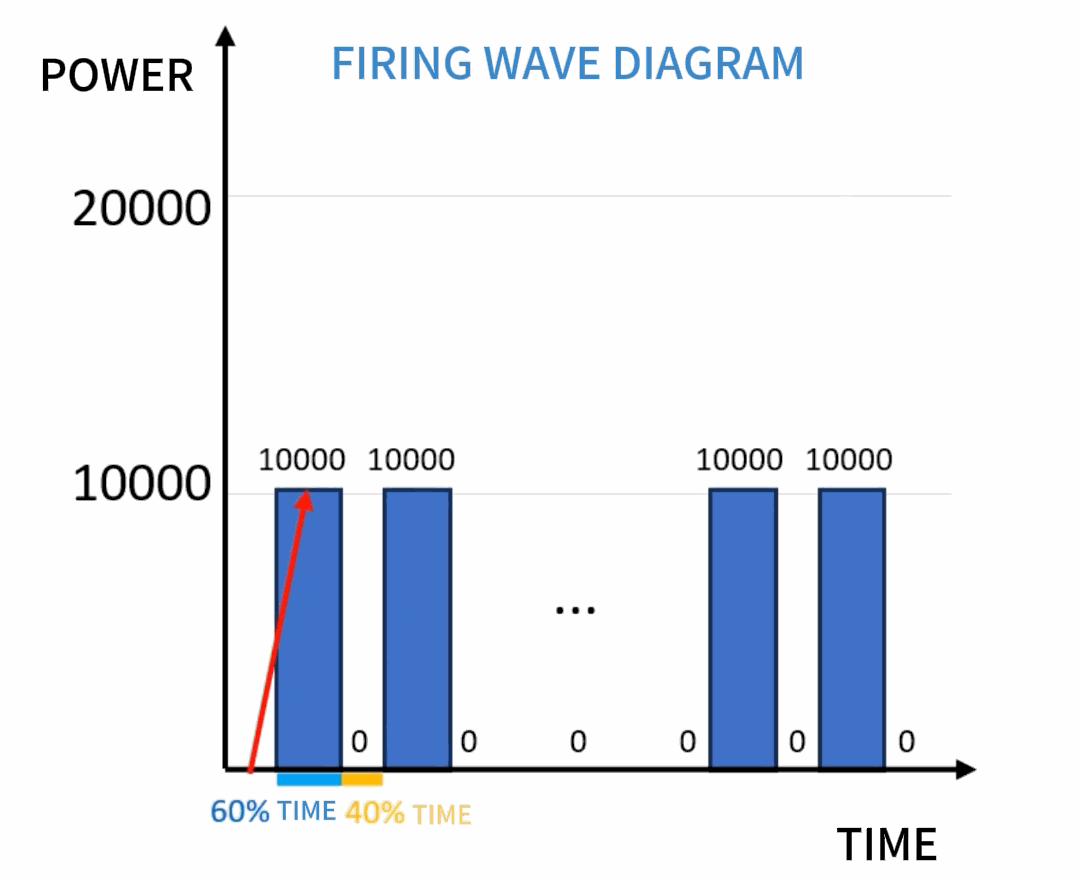
2. Görev döngüsü iki aşamaya ayrılır: ışık emisyonu ve ışık sönmesi. Görev döngüsü, ışık emisyon süresinin dinlenme süresine oranıdır.
Frekansa dayanarak, %60 görev döngüsü, darbenin 0.00012 saniye ışık (0.0002 saniye × %60) ile başladığı ve ardından 0.00008 saniye ışık kapalı (0.0002 saniye × %40) olduğu anlamına gelir. Bu, bir emisyon döngüsünü tamamlar ve ikinci emisyon başlar, döngü halinde tekrarlanır.
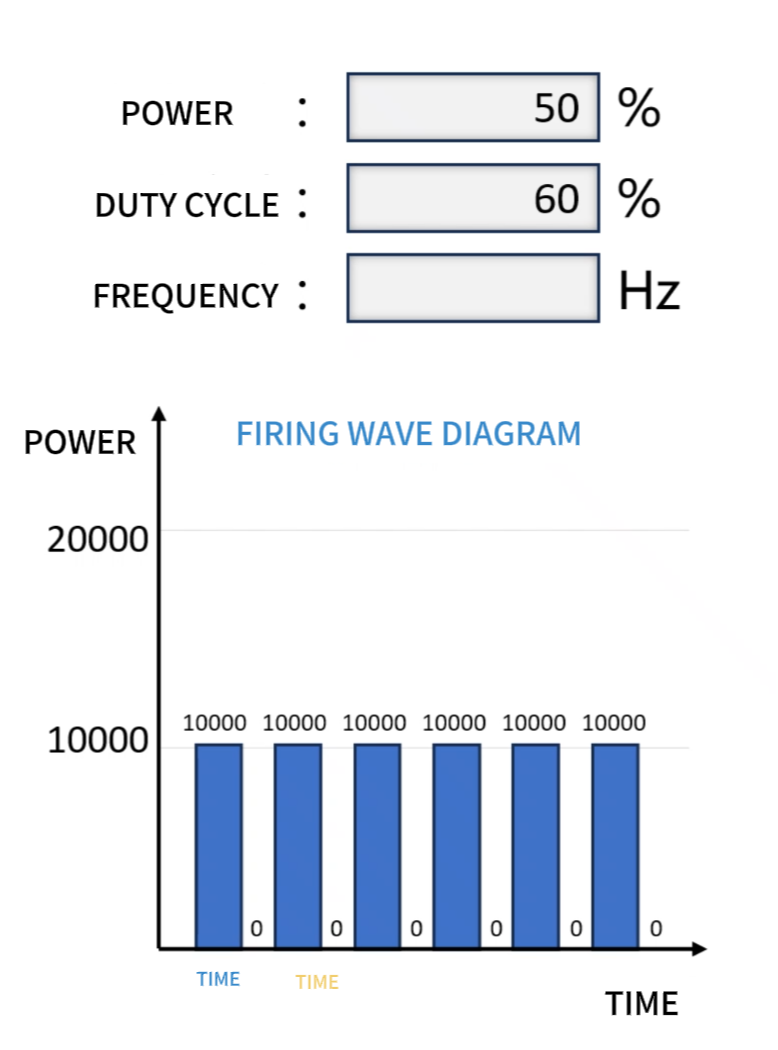
3. Tepe gücü: Gerçek kesim sırasında lazer gücünün üst sınırını belirler, lazer cihazının tam gücü %100 olarak kabul edilir.
Örneğin:
%50'ye ayarlanarak 20.000 × %50 = 10.000W gerçek çıkış elde edilir
Farklı Senaryolar İçin İşlem Stratejileri
| Senaryo | Kesim stratejisi |
|---|---|
| 1500W veya daha az cihazlar | Tepe gücü %100 + Görev döngüsü %100 + Frekans 5000Hz |
| 3000W üzeri güce sahip ekipmanlar için ince levha kesimi | Termal hasarı azaltmak için gücü ve görev döngüsünü ayarlayın |
| Kalın levha kesimi | Yavaş hız ısı birikimine yol açar ve lazer gücü de azaltılmalıdır |
| Hava ile kesilen alüminyum levha / kalın demir levha | Görev döngüsünü ve frekansı azaltın |