Lazer kesimin temel prensibi, malzemeleri eritmek veya buharlaştırmak için yüksek enerjili ışınlara dayanır ve işleme kalitesi güç yoğunluğu (güç/hız) ile yakından ilişkilidir.
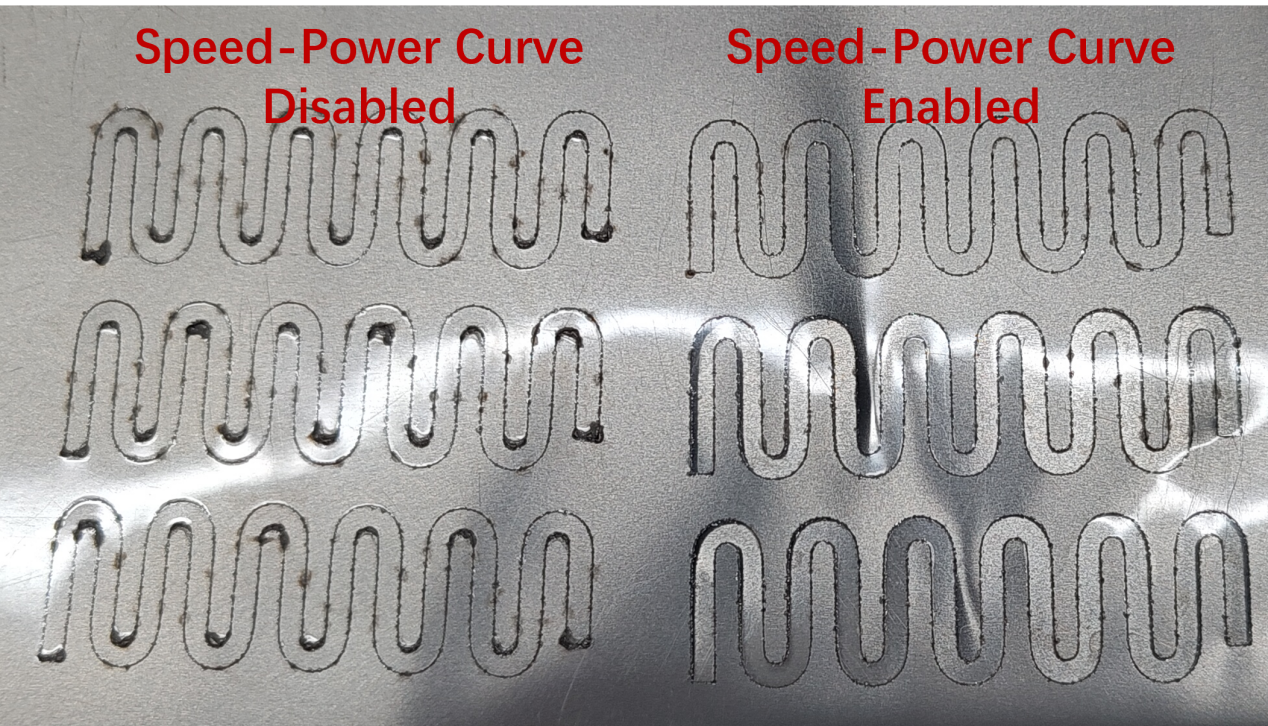
Ancak gerçek kesim işlemleri sırasında, özellikle köşelerde, kesim kafası hızı dramatik bir şekilde düşer ve enerji birikmesine neden olur. Bu, köşelerin neden sıklıkla yanma, çapak, cüruf birikmesi veya kesim başarısızlığından muzdarip olduğunu açıklar.
Köşe Kesme Probleminin Özü: Hız ve Güç Oyunu
Biliyoruz ki:
Güç = Lazerin birim zamanda çıkardığı enerji (W)
Hız = Kesim kafasının birim zamanda kat ettiği mesafe (mm/s)
Kesim kafası, düz çizgi kesimi sırasında optimal güç eşleşmesi ile sabit hız korur ve mükemmel performans sunar. Ancak köşelere yaklaşırken:
- Yavaşlama kaçınılmazdır: Kesim kafasının hassas yönlendirilmesini sağlamak için kontrol sisteminin ivmeyi azaltması gerekir (mekanik titreşimi önlemek için), bu da köşelerde keskin bir yavaşlamaya yol açar.
- Enerji birikmesi: Güç sabit olduğunda, düşük hız birim uzunluk başına emilen enerjide keskin bir artışa neden olur (J/mm), bu da aşırı yanmaya (çapak veya cüruf yapışması) yol açabilir. Tersine, yetersiz güç kesim başarısızlığına neden olabilir.
Çözüm: Hız-Güç Eğrisinin Dinamik Ayarlanması
İdeal lazer kesim işlemi, "hız arttıkça güç artar, hız azaldıkça güç azalır" dinamik eşleştirme prensibini takip etmeli ve hız değişimini telafi etmek için gücü gerçek zamanlı olarak ayarlayarak köşe enerji yoğunluğunun stabilitesini sağlamalıdır.
Çoğu lazer kesim kontrol sistemi, kullanıcının ikisi arasındaki ilişkiyi eşleştirmesini kolaylaştırmak için hız-güç eğrisi aracını sağlar.
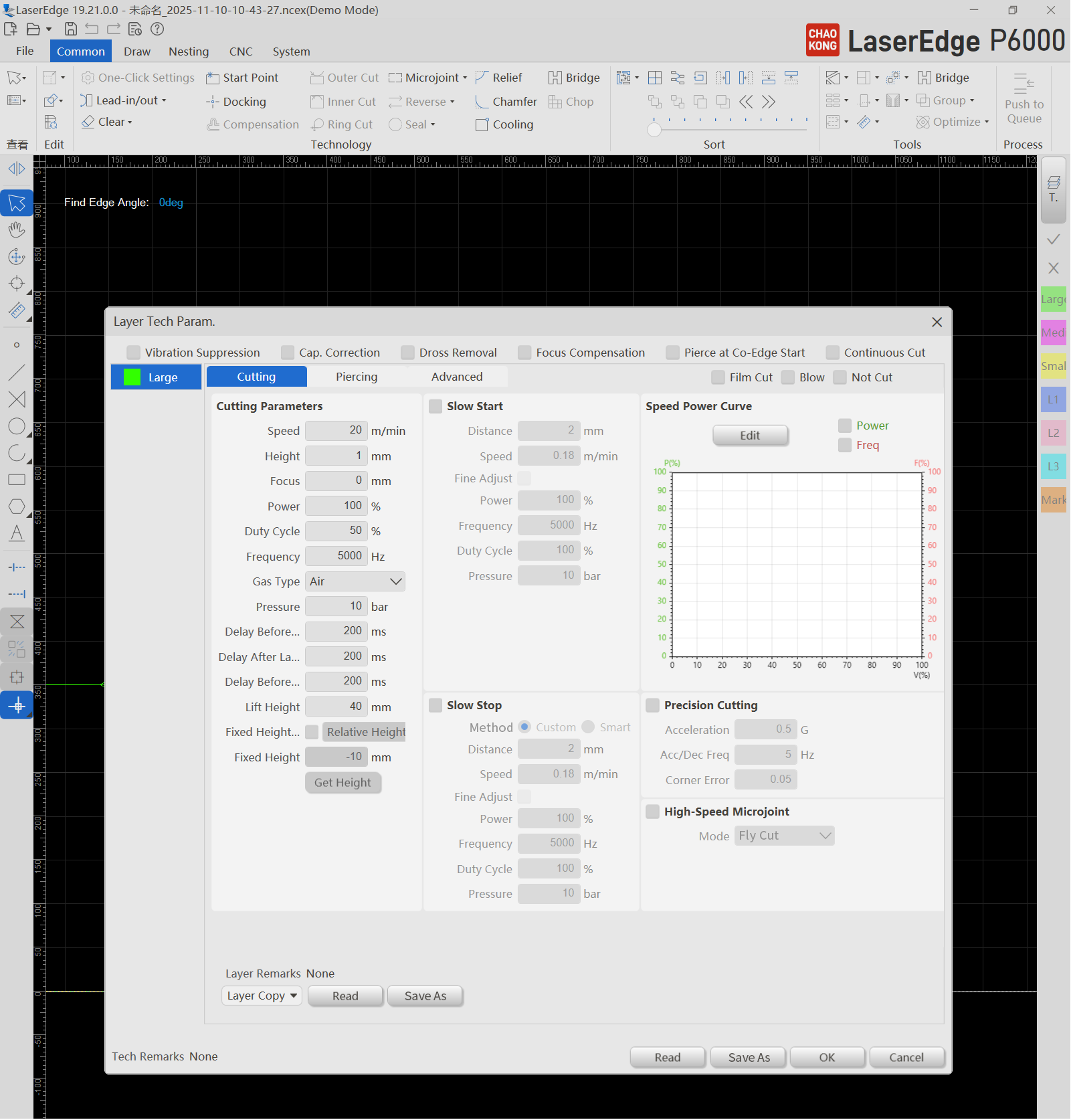
Hız-Güç Eğrisi Nasıl Ayarlanır?
Temel Ayarlar (çoğu malzeme için):
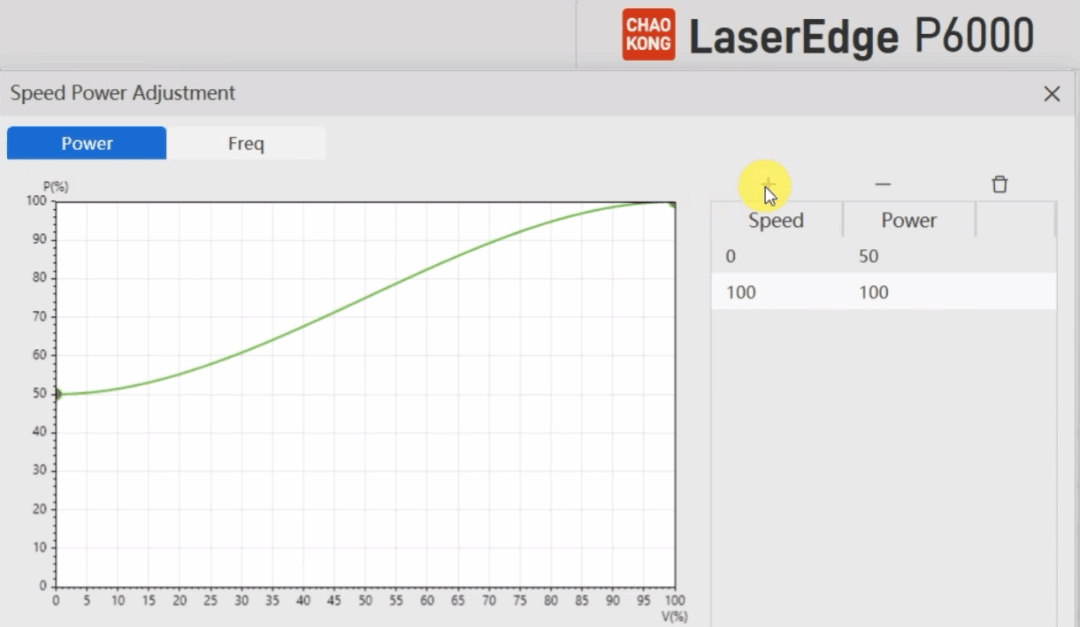
Hız %0 olduğunda (örneğin, delme sırasında): Başlangıçta yanmayı önlemek için gücü %30'a ayarlayın.
Hız %100 olduğunda (tam hız kesim): Gücü %100'e ayarlayın (en yüksek verimlilik).
Köşe optimizasyonu:
Köşede çapak oluşuyorsa: bu, düşük hızlarda aşırı güç veya enerjinin aşırı ısınmaya neden olduğunu gösterir. Düşük hız aralığında gücü azaltın (örneğin, hız %30 olduğunda gücü %70'ten %50'ye düşürün).
Köşe kesilemiyorsa, bu düşük hızlarda yetersiz güç veya enerjiyi gösterir. Düşük hız aralığında gücü artırın (örneğin, hız %30 olduğunda gücü %50'den %65'e yükseltin).
Operasyon Gösterimi (Ana Akım Lazer Kesim Sistemleri Örnek Olarak)
Sürükle ayarlama: Köşe etkilerini gerçek zamanlı olarak gözlemlemek için eğri düğümlerini sürükleyin.
Düğüm ekleme veya silme: İnce ayar için anahtar kontrol noktaları eklemek veya kaldırmak için eğriye çift tıklayın.
Yumuşak geçiş: Güç dalgalanmalarının neden olduğu düzensiz ısı etkilenen bölgeleri önlemek için "Yumuşak Mod"u etkinleştirin
İleri Teknik: Eğri Etkisi Nasıl Doğrulanır?
Yüksek hızlı kamera ile analiz: Köşedeki cüruf spreyi yönünün gözlemlenmesi (ideal olarak, dikey aşağı yönlü olmalıdır).
Metalografik muayene: Kesit üzerindeki cüruf kalınlığını kontrol edin (tercihen <50µm)
Pilot üretim: Farklı hız-güç karışımları altında kesim kalitesi ve sarf malzemesi ömrü
Sonuç: Yüksek Kaliteli Kesim için İnce Ayar
Lazer kesim köşelerinin temel zorluğu, esasen enerji kontrolünü dengeleme sanatıdır.
Hız-güç eğrisini stratejik olarak yapılandırarak, kullanıcılar şunları yapabilir:
- Çapakları ve cüruflaşmayı azaltmak (enerji aşırı olduğunda)
- Eksik kesim önleme (yetersiz enerji)
- Lens/nozul ömrünü uzatma (kararlı termal yük altında)