Lazer kesimde, ışık emisyonu zamanlama parametresinin hassas ayarı kritik öneme sahiptir. Sadece kesim kalitesini etkilemekle kalmaz, aynı zamanda ekipman ömrünü de doğrudan etkiler. Yanlış gecikme ayarları, lensleri hasara uğratmak için cüruf sıçramasına, düzensiz kesim başlangıçlarına veya hatta malzeme aşırı yanmasına ve deformasyonuna neden olabilir.
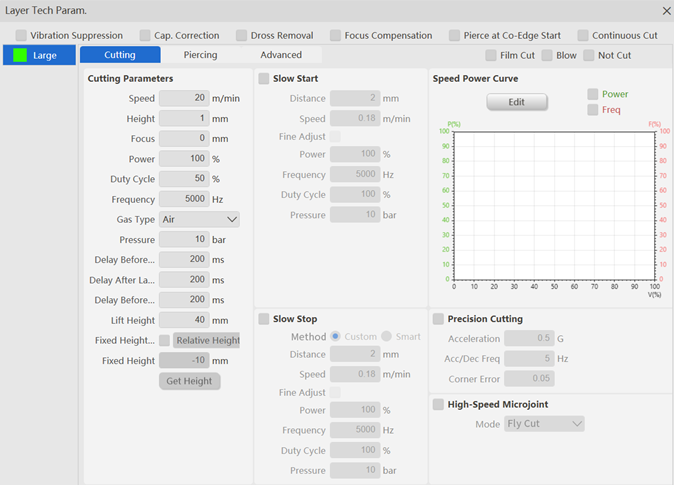
Ana akım kontrol sistemi, işlem katmanı penceresinde üç zaman parametresine sahiptir: ışık açılmadan önce gecikme, ışık açıldıktan sonra gecikme ve ışık kapanmadan önce gecikme.
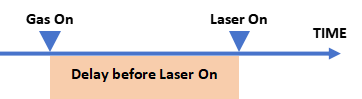
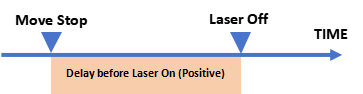
Lazer Açılmadan Önce Gecikme, gazın üflendiği gerçek lazer ateşlemesinden önceki zamanı ifade eder. Işık hızı gaz salınım hızından çok daha hızlı olduğundan, gaz üflendiğinde erimiş cürufun lensi hasara uğratmasını önlemek için, genellikle işleme başlamadan önce gaz üflenir.
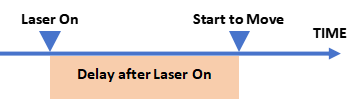
Lazer Açıldıktan Sonra Gecikme, kesim kafasının harekete başlamadan önce beklediği süreyi ifade eder. Bu parametre tipik olarak delinmemiş sac malzemelere uygulanır, burada sistem önce ön ısıtmayı tamamlamak için lazer ateşlemesi yapar ve hareket etmeden önce ilk kesimin tam olarak delindiğinden emin olur.
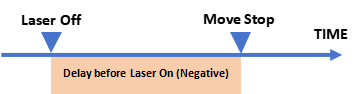
Lazer Kapanmadan Önce Gecikme, kesim kafası yolunu tamamladıktan ve lazer kapatılmadan önce hareketi durdurduktan sonraki süreyi ifade eder. Bu parametre, kalın plakaları keserken, özellikle kesim bitiş noktası arka kenarın altına tam olarak ulaşmadığında, tam penetrasyonu garanti etmek için lazerin uzun bir süre aktif kalmasını sağlar.
Örneğin, kesilmiş bir parçanın sonunda yanma veya çökme görünürse, sorun parçanın yerçekimi nedeniyle düşmesi ve lazer ışık yaymaya devam ederken oluşur. Bunu çözmek için, Lazer Açılmadan Önce Gecikme'yi negatif bir değere ayarlayın ve lazeri erken kapatın.